VITA 1600 Wilson Boulevard, Suite 500, Arlington, Virginia 22209 USA Tel: 703/276-1800 * Télécopie: 703/243-1865 Internet: pour - info@vita.org
Understanding Fabrication du Papier Peu importante ISBN: 0-86619-271-9 [C] 1986, Volontaires dans Assistance Technique,
PREFACE
Ce papier est une d'une série publiée par les Volontaires dans Technique Assistance fournir une introduction ŕ état actuel de la technique spécifique technologies d'intéręt ŕ gens au pays en voie de développement. Les papiers sont projetés d'ętre utilisé comme directives pour aider Les gens choisissent des technologies qui sont convenable ŕ leurs situations. Ils ne sont pas projetés de fournir construction ou mise en oeuvre ŕ Gens details. sont conseillés vivement de contacter VITA ou une semblable organisation pour renseignements complémentaires et assistance technique si ils découverte qu'une technologie particuličre paraît satisfaire leurs besoins.
Les papiers dans les séries ont été écrits, examinés, et illustrés presque tout ŕ fait par VITA Volunteer experts techniques sur un purement basis. volontaire que Quelques 500 volontaires ont été impliqués dans la production des 100 titres premiers publiés, en contribuant approximativement 5,000 heures de leur time. VITA éditeur Margaret Crouch aînée édité ce papier, et a fait office de directeur du projet total, avec Suzanne composition de la manutention des Ruisseaux et disposition.
Les Volontaires VITA qui ont écrit et ont examiné ce papier ont beaucoup années d'expérience dans l'industrie en papier. Jon Vogler, auteur de Travaillez de Gaspillage, se spécialise dans petits industrie, en particulier, ce ont basé sur les matičres recyclées. Peter Sarjeant, dédié, ŕ rester vivant les processus du vieux papermaker du maître travaillez, est l'auteur de Main Manuel Papermaking. JE. B. Bruce " Sanborn est directeur associé de recherche et développement ŕ Papiers Consolidés, Inc.; Phil Barr est directeur de la logistique de la fibre pour la Compagnie Weyerhaeuser; et Dr. Bob Brooks, aussi de Weyerhaeuser, est le directeur de pulpe et papier activités pédagogiques. William Burger, ingénieur mécanique retraité de Kimberly - Clark, La corporation, a aidé dans le dessin de matériel pour un usine en papier microscopique en Tanzanie.
VITA est soldats, organisation sans but lucratif qui supporte des gens, travailler sur les problčmes techniques au pays en voie de développement. offres VITA l'information et assistance ont visé aider des individus et les groupes sélectionner et rendre effectif des technologies approprient ŕ leur situations. VITA maintient un Service de l'Enquęte international, un le centre de la documentation spécialisé, et un tableau de service informatisé de le volontaire consultants techniques; dirige des projets de champ ŕ long terme; et publie une variété de manuels technique et papiers.
I. L'INTRODUCTION
Papyrus de que le papier du mot est dérivé, est su pour avoir été dčs 3000 Developed dans la Vallée de Nil en usage AVANT JÉSUS-CHRIST, il a été fait de coupe des bandes de la tige de la plante du papyrus, a trempé, et vergé, en premier en longueur, alors en travers, former un mat. Le le tapis a été battu alors et a pressé dans une tôle mince. Later, les semblables processus ont utilisé d'autres fibres telles que soie ailleurs.
Vrai papermaking au sujet de qui a commencé en Chine APR. J.C. 105, utilise un le processus entičrement différent que la préparation de papyrus. Il débuts avec chiffons, paille, aboiement, bois, ou autres matičres fibreuses cela est haché ou a coupé l'amende. Les fibres sont battues ou sont réduites jusqu'ŕ ce qu'ils soient séparés de l'un l'autre et mélangé avec l'eau. Alors les fibres sont soulevées de l'eau dans un crible - comme écran cela permet ŕ l'eau de s'écouler loin, en laissant un tapis mince de fibres. Le tapis de la fibre qui peut ętre séché en place ou peut ętre enlevé et séché séparément, devient une feuille de papier.
La fabrication enregistrée la plus tôt de papier est crue ŕ un de les en premier " achetant officiers, " Ts'ai Lun, tęte de l'Impérial Fournissez Ministčre d'Empereur Ho de Chine. Ts'ai Lun a expérimenté avec une variété de matičres: Fibres végétal , vieux chanvre, coton, chiffons, vieux fishnets, et aboiement de la műre. que Le papier produit était bon marché et solide et la surface était bonne.
La technologie s'est étendue ŕ Japon par le troisičme sičcle APR. J.C. et Inde atteinte dans le septičme. Papermaking s'est étendu ŕ vers l'ouest Afrique du Nord et finalement est arrivé ŕ l'Europe dans le douzičme sičcle APR. J.C.
Les papiers européens tôt ont été faits de lin ou coton rag. que C'était épais et vit ŕ la dure, et la surface a eu besoin d'ętre a classé selon la grosseur " avec la gélatine ou l'encre a trempé in. Ulman Stromer s'est installé un a mécanisé papeterie ŕ Nuremberg, Allemagne, en 1390, qui utilise water-powered marteaux pour battre la matičre, une méthode déjŕ utilisée par le Chinese. L'habileté a accompagné les colons tôt ŕ Amérique.
La vraie mécanisation n'a pas été accomplie jusqu'ŕ 1799, quand le Français Nicolas Robert a construit une machine avec un treillage métallique sans fin et une paire de pression rolls. L'appareil a été apporté ŕ Angleterre et a vendu par deux papetiers, les frčres Fourdrinier. En 1804, Brian Donkin, un millwriqht ingénieur, a construit le papermaking prospčre premier usinez, dans Deux Moulin des Eaux, Hertfordshire, Angleterre, et une autre en Amérique en 1827. les dessins tôt Bruts ont amélioré réguličrement. Par la fin du dix-neuvičme sičcle, technologie Fourdrinier été répandu; usine partout 2 mčtres large juste en a fourni 25 tonnes par jour métriques au marché croissant pour papier journal.
Papier de la forme des machines moderne dans un ruban continu ou tissu, pas un le drap seul ŕ la fois comme a fait les vieillards. UN bon papermaker dans les jours jadis pourraient faire assez de draps dans un jour pour peser au sujet de 90kg. Aujourd'hui, une machine moyenne en fait 90,000kg par jour! Toujours le processus de faire en papier--fibres de séparation dans l'eau et s'écouler ils ŕ travers un écran fin former un tapis entrelacé qui est alors séché--est identique en principe. La formation réelle de papier a été le męme pour presque 2,000 années.
II. PAPERMAKING MODERNE
FIBRES ET PULPES
Les fibres sont les fil - comme brins plus fins de qui papier, tissus, et beaucoup d'autres matičres sont faites. Tear un morceau de papier et les fibres peuvent ętre vues au bord déchiré (plus clairement avec un la loupe) les . Papier fibres sont faites de cellulose, l'élément essentiel, construisant matičre de plantes et arbres. que Ces matičres peuvent ętre fait dans papier en réduisant (les briser jusqu'aux fibres est dégagé et libre des substances qui les lient), réformer alors ils pendant que mouillé et finalement séchant.
Le bois tendre (ou conifčre) les pulpes sont utilisées pour emballage dur et emballant papiers ŕ cause de leurs longues fibres; decidous ou bois dur les pulpes fournissent des fibres fines pour imprimer et papiers ŕ écrire.
Comprendre l'industrie en papier c'est important de savoir au sujet de les types majeurs de pâte de bois fondamentale ont utilisé dans papermaking:
La mécanique
pulpe et pulpes chimiques qui incluent kraft réduisent et sulfite que la Pulpe pulp. faite de papier recyclé est connu comme suite secondaire pulp. sur que La plupart des producteurs en papier peu importants comptent ŕ l'origine pulp. See secondaire aussi la Compréhension du papier " technique de VITA Recyclage " du Papier pour information sur collection et usage de le papier du gaspillage.
La Pulpe mécanique
Les pulpes mécaniques cčdent le plus en papier par tonne de bois, mais est le weakest. qu'Ils sont faits en battre ou broyant la cellulose fibre, tel que bois ou bagasse de la canne ŕ sucre. Un du commonest les usages de pulpes mécaniques sont dans la fabrication de papier journal. Le papier journal est relativement faible et perd sa force entičrement si wetted--une caractéristique de pulpe mécanique. qu'Il est utilisé pour rapide journal qui imprime parce qu'imprimer de l'encre est trempé au-dessus et est séché trčs rapidement, mais il manque de la permanence de papier faite de kraft ou sulfite pulp. ŕ que la Forte pulpe chimique est souvent ajoutée pulpe mécanique donner meilleure force ŕ papier journal. La Mécanique
la pulpe contient souvent des particules minuscules de bois qui n'a pas été réduit ŕ fibre et est visible ŕ l'oeil nu, si en papier a fait de lui est décrit comme " boisé ".
Les Pulpes chimiques
Un plus fort produit en papier est trčs bon marché fait en réduisant la cellulose fibres dans un tel chemin qu'ils ne sont pas affaiblis par mécanique damage. Le bois ou les tiges sont réduites ŕ en premier mécaniquement les petits éclats, alors a cuit ŕ haute pression avec les chimique qui attaquez les attaches entre les fibres. Les chimique le plus communément utilisé est:
1. Soude caustique et sulfate de sodium qui produits alimentaires grossier, trčs forts papiers connu comme kraft, convenable pour le papier renvoie et boîtes qui tiennent des poids lourds.
2. Plusieurs sulfites (tel qu'ammonium et calcium), lequel produisent des fibres plus fines, convenable pour faire la haute qualité, fort (mais cher) imprimer et papiers ŕ écrire (habituellement a blanchi le blanc).
La Pulpe secondaire
Secondary ou a recyclé la pulpe est faite en agitant le papier de rebut vigoureusement dans l'eau (habituellement dans un pulper hydro, un réservoir contenir les lames tournantes) séparer les fibres lié pendant l'original papermaking process. Comme ces attaches sont plus faibles que ce de la plante en cellulose originale, le réduire hydro est un plus doux le processus que pâte de bois fondamentale et consomme moins d'energy. Even donc, chaque papier du temps est recyclé, il devient plus faible. La Suite secondaire
la pulpe est, par conséquent, jamais aussi fort que la fibre fondamentale de lequel c'était made. que Ce peut ętre comme bon presque, ŕ condition gaspillage pur le papier du męme type est utilisé. par exemple, pulpe faite en réduisant hydro les sacs du kraft propres feront de nouveaux sacs de seulement légčrement la qualité inférieure, en particulier si mélangé avec une proportion de primaire cependant, kraft pulp. Si la pulpe secondaire est faite de matičre cela contient des journaux, ou saleté, poussičre, ou argile ou quelques-uns l'autre produit de la pulpe de la mécanique plus faible, ce ne sera pas fort assez faire le papier du sac.
Papers. couvert Dans quelques cas la surface feutrée, absorbante d'un le papier est enduit avec une matičre qui le rend lustré et lisse. Cela a enduit le papier est meilleur pour imprimer. Coated que les papiers sont fréquemment utilisé dans magazines qui sont financés par les publicités printed. Dans le processus de gaspillage couvert réduisant hydro tapissez, la couche est lavée dehors; donc, le poids de fibre obtenu d'une tonne de papier couvert est moins, souvent par 20 pour cent, que cela a obtenu d'une tonne de papier de l'uncoated. en conséquence, la valeur de petit morceau a enduit le papier ŕ la fabrique de papier, et sa vente évaluez, sera inférieur.
Si la couche est matičre plastique ou autre qui ne dissoudra pas dans l'eau, le papier du gaspillage exigera la machinerie spécialisée le recycler et peut réduire la valeur de papier plus pur avec que c'est mixed. Le męme est vrai de film du polyéthylčne, la cellophane, papier collé, corde, et toute matičre qui ne veut pas brisez water. Quelques-uns des plusieurs papiers couverts peut ętre resté chaud et a mouillé dans stockage, alors cuit dans une solution caustique chaude, dans ordre ŕ biodegrade et brise la couche pour publier le fibers. Again, ces papiers exigent la machinerie spéciale et manier pour recycler et ils ne peuvent pas ętre aussi précieux que plus simple, le papier ordinaire.
Imprimé et Papers. Coloré impression et colorer réduit le valeur de papier ętre recyclé. Ils font la pulpe, et le papier fait de lui, gris émoussé dans couleur ŕ moins qu'ait blanchi (lequel est cher), ou d'encré (lequel est aussi cher). Tinting couleurs le Réduisez de qui doit ętre utilisé pour une gamme limitée alors non plus de la męme façon produits colorés (ou bon marché produits gris), ou doit ętre bleached. Therefore, le papier du gaspillage blanc est plus précieux que semblable matičre qui est colorée. le papier du gaspillage Non imprimé est d'un la plus grande valeur que la męme matičre a imprimé.
STRUCTURE DE L'INDUSTRIE PAPERMAKING
La fabrication et usage de papier sont un du monde est plus grand les industries; il a lieu dans:
1. réduisent des moulins qui traitent des copeaux ou d'autres matičres faire la pulpe;
2. Fabriques de papier et moulins du comité qui utilisent la pulpe ou gaspillent le papier pour produire du papier fini et comité;
3. Papier convertisseurs qui utilisent le papier ou abordent pour produire boxes, tubes, rouleaux de tissu, boîtes de bureau vierge, tapissent, tas d'imprimer la coupe en papier aux dimensions standardes, etc.;
4. Imprimeurs qui habituellement achčtent de convertisseurs bien que les plus grandes entreprises telles que presses du journal peuvent acheter directement des fabriques de papier; et
5. " a intégré " des moulins qui font la pulpe et alors l'utilisent eux-męmes faire en papier.
Ces industries sont énormes, hautement a mécanisé, et effectif. Il y a beaucoup d'eux, donc ils rivalisent pour violemment le disponible markets. Dans les pays oů marchés énormes, directeurs habiles, et techniciens, et le capital massif a eu besoin pour investissement est découverte des fabricants en papier disponible, fait ŕ la main et peu importante il trčs dur ŕ compete. Dans le monde en voie de développement, occasions ętre meilleur, mais est rarement entrepris en grande partie dű ŕ insuffisant technologie, compétence, capital, et autres entrées.
Pour mettre la production en papier peu importante ou fait ŕ la main en perspective, c'est important de se rendre compte de la gamme vaste de capacités de la production dans l'industry. par exemple, une personne qui réussit un atelier de maison avec matériel minime peut produire comme peut-ętre beaucoup comme 45kg de papier par jour, pendant qu'un micro partiellement mécanisé l'usine peut retourner approximativement 225kg quotidiennement. Par contraste, l'International Le Bureau de la Main-d'oeuvre définit la petite échelle pour inclure la production la capacité de jusqu'ŕ 27 tonnes par jour métriques. Et une machine seule dans une grande opération moderne 270 tonnes métriques de papier peuvent produire par day. Ce devrait ętre évident que seulement dans les circonstances trčs spéciales et pour les marchés trčs spéciaux les unité d'exploitation peu importantes peuvent rivalisez dans l'industrie en papier d'aujourd'hui efficacement.
Un champ dans que la main et papermakers peu importants trouvent un la niche est la production du trčs plus haut art " de la qualité " tapisse, ou la fabrication d'une variété, de produits en papier ou petit local marchés qui ne sont pas servis par les grands producteurs. Une autre région dans quels processus du papermaking peuvent ętre appliqués sur une petite échelle est la fabrication pour marchés locaux d'une variété de produits tel comme boîtes en carton de l'oeuf, fleur ou la plante empote, boîtes rugueuses, ou couvrir materials. de que Ceux-ci sont considérés dans les sections plus tardives en détail ce papier.
III. HAND PAPERMAKING
Si le papier est fait dans l'atelier de maison ou l'usine microscopique, les processus de rendement pour papermaking de la main sont assez semblables. L'échelle du matériel change avec le volume de production et les matičres premier varient avec ce qui est disponible et la qualité de papier ętre produit.
PAPERMAKING PROCESSES
Pre - Processing
Coton ou autres chiffons et papier du gaspillage ętre recyclé sont assortis entičrement enlever toutes les matičres non - fibreuses telles qu'agrafes, les trombones, cellophane, clous, boutons, fermeture éclair, etc. Les deux chiffons et le papier est coupé ou réduit en morceaux dans petits morceaux.
Réduire
Les nettoyé et matičres premier réduites en morceaux sont apportées au bouillir le point et a cuit pour deux ŕ six heures. qu'Ils sont rincés entičrement enlever des impudicités pendant qui sont séparer dehors le processus de la cuisine.
Le batteur--cela peut aligner d'un mixer de cuisine ŕ un spécialement le réservoir fait--est rempli de la quantité exigée d'eau, et le cuit, les chiffons hachés ou papier sont ajoutés avec grande vitesse progressivement chlorure de chaux agitation. ou eau de Javel du liquide (1 pour cent) est alors added. que La pulpe est lavée entičrement, un processus qui peut prendre, un autre six ŕ huit Additifs hours. qui peuvent ętre utilisés incluent bioxyde de titane ou autres matičres de remplissage, teintures (pour le papier coloré), ou les agents de décolorants optique (pour le papier blanc). Colophane savon et alun est ajouté plus tard.
Soulever, Formuler, et Empiler
Quand le réduisant processus est complet, la pulpe est transférée ŕ citernes de stockage ou vats. selon l'échelle de l'opération, la pulpe est mélangée avec une quantité suffisante d'eau alors pour le diluer pour former une suspension constante, libre de lumps. Dans le l'atelier de maison, la pulpe est mélangée dans les quantités pour faire un drap ŕ un time. Dans la petite usine, une plus grande quantité peut ętre mélangée ŕ un time. La pulpe diluée est soulevée de l'eau sur alors les toiles métalliques, et les résultant draps sont couverts par le feutre ou autre cloth. absorbant Avec le tissu en place, les encore mouillé la couche de la pulpe est soulevée de l'écran avec soin. que Ce processus est appelé formuler (a prononcé cooching). Le formulant tissu, papier, mettez-vous vers le bas, est placé sur un feutre a couvert le comité et a lissé ŕ enlevez des plis ou des bulles d'air. que Chaque drap suivant est placé dans un tas sur le premier.
Presser et Sécher
Quand un nombre suffisant de draps a été formé, ils sont mis sous une presse enlever l'eau. que Les draps sont séparés alors et, éviter le rétrécissement, a placé sous comités absorbants et again. pressé Les draps sont pendus pour sécher dans tas de trois ŕ six, d'aprčs épaisseur, ou a séché dans un four chaud.
Classer selon la grosseur
Classer selon la grosseur donne une finition plus dure ŕ papier afin que l'eau ait basé peint et les encres ne saigneront pas ou le Papier run. peut ętre classé selon la grosseur intérieurement, par ajouter les agents du classement par taille ŕ la pulpe, ou extérieurement, en peignant ou descendre les draps séchés. Pour classement par taille interne, alun, colophane, la gélatine, farine de maďs, ou huile de lin peut ętre ajoutée dans trčs petit quantités ŕ la fin de la réduisant étape. Pour classement par taille externe, les draps séchés sont descendus dans une colle diluée ou solution de l'amidon, Pressé pour enlever l'excčs, et a raccroché séchez encore. Dans le l'atelier de maison, les draps individuels peuvent ętre peints avec le la solution diluée.
Papier-buvard, papier-filtre, tissu de la toilette, comité gris, et quelques-uns les papiers glacés peuvent exiger trčs petit, si en, classer selon la grosseur.
Calendering
Les draps séchés sont placés entre plaques du métal dans alternativement un tas ou " poteau ". Le tas est passé entre cylindres de sortie obtenir l'égalité désirée. que Cela peut ętre fait dans la maison atelier en pressant le drap en papier entre draps d'aluminium faites échouer avec un fer chaud.
Assortir et Couper
Aprčs calendering, les draps sont assortis avec soin et ont coupé ŕ classez selon la grosseur pour emballer et cargaison.
FAIRE EN PAPIER DANS L'ATELIER DE MAISON
Papermaking ŕ cette échelle peut ętre fait comme un hobby, pour les cadeaux, ou comme démonstrations dans les écoles. Ou, si le marché existe pour sommet la qualité draps faits ŕ la main, il peut former la base pour une production ŕ petite échelle. Artistes, relieurs, et musées--ou individus chercher le papier ŕ lettres fin--est des clients potentiels. Le matériel nécessaire ętre déjŕ disponible dans quelques cuisines, mais les marchés devrait ętre considéré avant tout investissement avec soin est fait.
Ce processus suppose ce papier du gaspillage ou le tissu du coton sera faites le paper. Approximately 50 draps (21.5cm x 28cm) peut ętre fait d'une livre de papier du gaspillage. Maison eau de Javel, alun, la gélatine, farine de maďs, et colle animale peut ętre aussi needed. Et les teintures de la structure ordinaires peuvent ętre utilisées pour produire teinté ou coloré papers. Le processus suppose aussi la disponibilité d'adéquat eau et alimentations en électricité électriques ou autres.
Matériel et Matičres
Du matériel suivant est exigé:
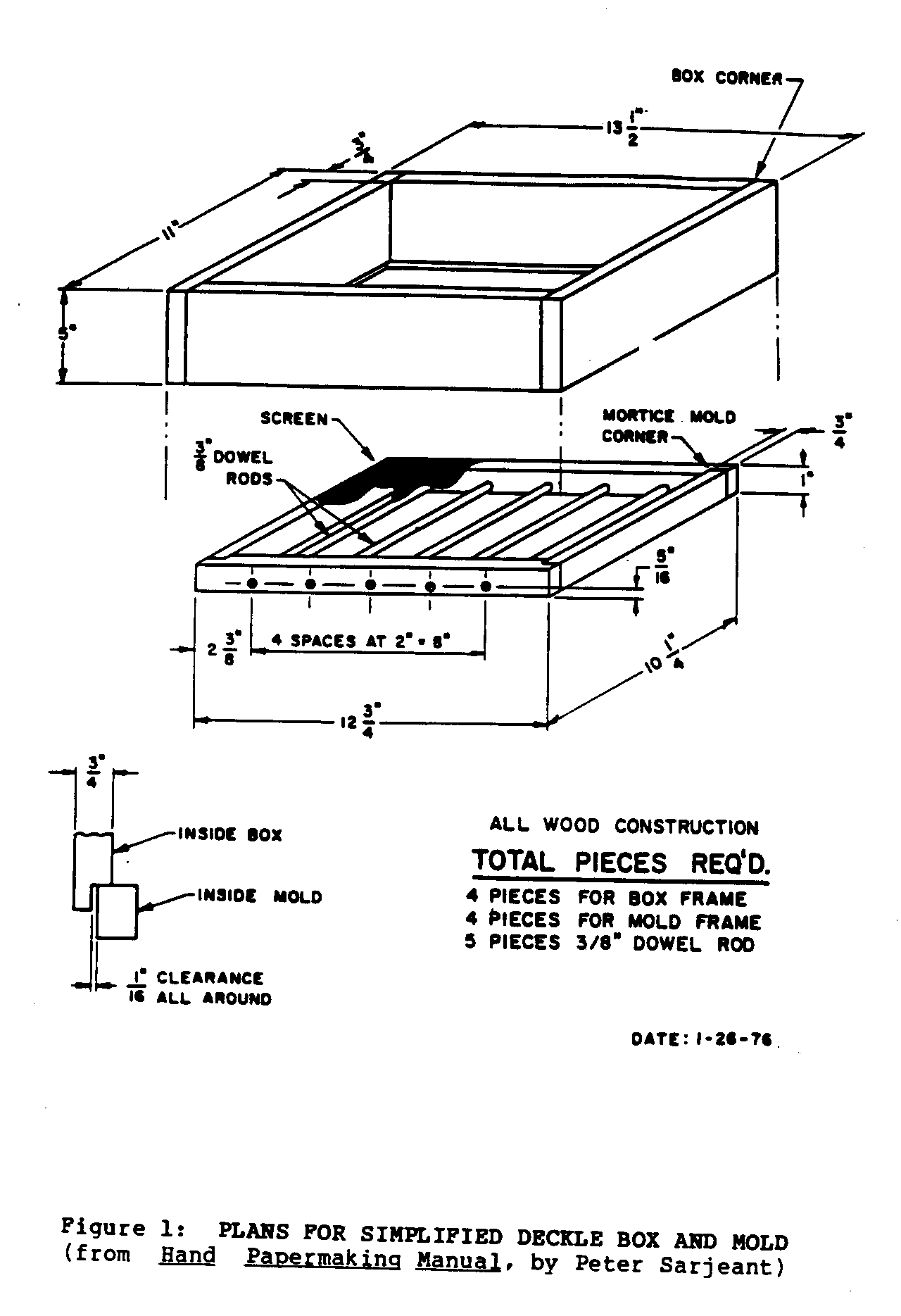
Deckle empaquettent et moulent, fait de bois huilé (Chiffre 1)
Power agitateur de la nourriture ou mixer Acier inoxydable ou pot de l'émail (pas aluminium) Steam fer Poęle avec four Évier , baignoire, ou lavabo Couching tissu (c.-ŕ-d., coton qui couvre), coupez pour classer selon la grosseur Felt ou tissu du terry absorbant, coupés pour classer selon la grosseur, drap du métal Mince Flat " comité de la réception ", contre-plaqué du lcm ou autre comité
Réduire
Choisissez le papier avec impression minime. les Vieilles enveloppes sont bonnes pour ce reason: la colle sur le battement ne veut pas matter. Colored papier est acceptable; la teinture sort habituellement quand il est bouilli. Évitez du papier qui a mouillé " force " telle que towels. en papier Soyez prudent combien de cornets en papier bruns que vous utilisez. KRAFT UNBLEACHED le papier baisse la luminosité ou blancheur de la pulpe, mais c'est Fort et donnera votre dureté en papier. Le Papier journal seul fait une pulpe faible, grisonnez dans color. Il ajoute peu mais Coton bulk. ou l'autre tissu ou fils peuvent aussi ętre utilisés. Ils doivent ętre coupés ou râpé dans trčs petits morceaux pour éviter de serrer l'agitateur.
La coupe ou déchire le papier dans petits morceaux, approximativement 5cm x 5cm. Lambeau tout tissu qui peut ętre used. Put les morceaux dans le pot, abri, avec l'eau, et ajoute quelques cuillerées ŕ soupe d'eau de Javel de la maison. Allumez la chaleur, couvrez le pot, et apportez ŕ un furoncle doux. Remuez pour deux heures pour assurer parfois que l'eau de Javel est mélangé et tous l'en papier est bien wetted vers le bas, alors fraîcheur.
Aprčs que la fournée ait refroidi, essayez de casser les gros morceaux et en restant morceaux de papier qui tient encore ensemble. Le plus petit les morceaux au début, le plus facile ce pas est now. Le la pulpe peut ętre s'écoulée alors et peut ętre entreposée dans les sacs du plastique dans un le réfrigérateur jusqu'ŕ ce que vous soyez pręt ŕ faire les draps. qu'Il veut restez pour les semaines sans tout changement.
Faire les Draps
Prenez un gros morceau de la pulpe semi - moite que vous avez préparé. Press comme beaucoup d'humidité hors de lui comme possible laisser une balle au sujet du dimension d'un oeuf du pigeon (7g poids de la substance sčche). C'est assez de pulpe ŕ faites un 21.5cm x 28cm drap. Make les draps, un ŕ la fois, comme suit:
1. Blend et pulpe du mélange dans mixer 3/4 plein d'Addition water.
Les additifs.
2. Put moisissure dans boîte, côté de l'écran en haut et immerge dans évier. Rap boîte se débarrasser de bulles d'air.
3. Pour pulpe dans boîte.
4. Holding boîte en bas, agitez l'eau dans la boîte avec fingers afin que la pulpe s'étende sur la maille également.
5. Grasp boîte et moule fermement et soulčve rapidement et également glacer (sentez la succion).
6. Hold pour 10 secondes ou donc s'écouler.
7. Lift en haut hors d'eau et tient ŕ drain. verticalement Si couvrent des apparences d'accord, continuez; si boîte défectueuse, de vente et moisissure en arričre dans évier et pas de la répétition 4 ŕ 7.
8. Ensemble boîte sur surface plate et avec soin enlčve la boîte. Note: Water les gouttes sur tissu mouillé feront des marques!
9. Carefully coton laďque qui formule du tissu sur tissu et lisse doucement.
10. Place feutre absorbant sur formuler cloth. Smooth et pressent vers le bas de centre dehors.
11. Remove feutre et tord dehors eau.
12. Repeat 10 et 11 jusqu'ŕ ce qu'aucune plus d'eau sorte.
13. Couch fermé drap, commencer ŕ coin et peler en arričre rapidement.
14. La Place a formulé le drap, côté en papier en haut ou sur ŕ plat surface. Smooth absorbant et presse jusqu'ŕ enlevez a piégé de l'air.
15. Repeat pour chaque drap jusqu'ŕ ce qu'un tas net soit développé.
Presser et Sécher
Les draps peuvent ętre séchés en les pressant avec un fer chaud rapidement et une tôle d'aluminium ou lentement (2-3 heures) en les plaçant dans un 120 [degrés] four C, avec les formulant draps cloués jusqu'ŕ la réception, abordez tout le long des bords des draps en papier. La méthode premičre donne une surface lisse sur un côté, en travaillant en relief avec le tissu marque sur l'autre; la seconde donne le bosselage sur les deux côtés.
Une surface trčs habile peut ętre obtenue en lissant le formuler le tissu, côté en papier en bas, contre un aluminium ou huilé a galvanisé sheet. UN squeegee peut ętre utilisé pour se débarrasser de tout l'air. Dry dans l'air ou dans un 120 [degrés] four C.
Classer selon la grosseur et Enduire
Une méthode simple de classement par taille interne utilise une combinaison de pur gélatine et farine de maďs (ou lessive ou cuire le type) . Le la gélatine est dissoute dans eau bouillante et la farine de maďs est ajoutée ŕ faites un effacement, mélange épais ajouter ŕ la pulpe. Use approximativement un petite cuillčre de ceci par 21.5cm x 28cm drap.
Une autre procédure du classement par taille interne simple est ajouter approximativement 1/4 petite cuillčre de graine de lin et/ou une petite cuillčre de solution de la farine de maďs pendant que la pulpe est mélangée ŕ Pas 1. dans que L'huile est dispersée l'eau et précipite sur la fibre. que L'amidon sera s'accroché sur les fibres et pendant l'étape du séchage donner mettront un drap plus raide.
Le classement par taille externe est fait quand le drap est enduit avec une eau la solution basée aprčs que le papier ait été séché. Avec un ordinaire 4cm brosse de la peinture, enduisez chaque drap avec un 7 maďs droit pour cent amidonnez solution. qu'Une cuillerée ŕ soupe de farine de maďs a ajouté ŕ une tasse d'eau assez sera pour 20 ŕ 25 draps (les deux côtés) Animal .
la colle peut ętre ajoutée ŕ l'amidon pour améliorer la résistance ŕ l'eau. Les colles modernes peuvent aussi ętre ajoutées.
Quand les draps couverts sont presque secs au toucher, placez-les dans un stack. net Ils devraient ętre mous quelque peu mais pas wet. Put un drap du métal ou comité lisse en haut. Allow le tas sécher nuit. Les draps peuvent ętre égalisés alors si nécessaire et emballé pour vente.
FAIRE EN PAPIER DANS L'USINE MICROSCOPIQUE
Sur un quelque peu plus grande échelle, mais encore dans un essentiellement main traitez, le papier peut ętre rendu dans une usine microscopique capable de produire approximativement 240kg (1/4 tonne) de papier par jour. Telles petites usines est assez commun en Inde, et VITA a aidé au moins un telle opération dans Tanzania. Ce processus utilise du papier de rebut ou des chiffons pour faire la pulpe, ou la pulpe a acheté d'un moulin de la pulpe. qu'Il peut produire bonne attache de la qualité ou papier ŕ dessin, réserve de la carte, comprimés scolaires, papier-filtre, tissu de la toilette, comité gris, et album ou boire l'encre paper. qu'Il peut retourner aussi de tels articles comme boîtes en carton de l'oeuf, fleur, pots, appartements de la graine, plateaux d'hôpital, etc.,
En plus d'un a identifié, marché fiable, la petite usine, exige une provision stable, fiable de matičres premier, arrosez, et power. Suggested les installations incluent un bâtiment d'approximativement 300 mčtres carrés pour opérations et un abri d'approximativement 185 carré mčtres pour rassembler et assortir les matičres. Six administratif le personnel et autant de 100 travailleurs qui travaille dans deux ou trois les changements sont needed. L'O.N.U. Développement Industriel Organiztaion (UNIDO) évaluations un investissement d'approximativement US$26,000 pour le coűt total d'installation. La Production peut ętre augmentée par les installant un ou deux plus de batteurs et opérer les cuves dans cependant, trois Au-delŕ shifts. qui économies de la capacité d'échelle decline. Pour plus grande production, une plante peu importante mécanisée devrait ętre considéré (Voyez la Section IV).
Les listes suivantes de matériel, provisions, et recruter du personnel est sorti de la monographie d'UNIDO sur production en papier peu importante pour une grande part. Moisissures et presses pour les articles de la spécialité ne sont pas incluses. Les processus de rendement suivent les pas donnés d'ŕ le début cette section.
La machines et matériel
Vomiting autoclave du type, 1.5m x 1.2m, Rag hachoir, 25.5cm lame avec moteur de 3 hp, Le Batteur , 61cm x 76cm dimension du rouleau (x2) moteur Électrique pour batteurs de 20 hp, 960 tr/min, fiche bague avec starter huile - immergé (x2) Lifting cuves semi-automatiques (x6) La presse hydraulique , 102cm x 127cm dimension de la plaque, bélier double avec 5 moteur de l'hp Le balancier ŕ vis (91.5cm x 107cm ou 89cm x 114cm dimension de la plaque pour traiter de papier de taille, etc.) Calandre machine pour le vitrage en papier (30.5cm x 91.5cm rouleau classent selon la grosseur, complétez avec les accessoires) moteur Électrique pour machine de la calandre (10 hp, 960 tr/min, avec Le starter ) La Papier machine ŕ couper (107cm x 122cm dimension de la lame) Petit batteur de 2 kg capacité avec 1/2 moteur de l'hp pour expérimente La machine ŕ laver
Chain bloc de la poulie avec trépied, 2-t capacité Plate-forme qui pčse la balance, 500 kg capacité, Pulp réservoirs pour soulever des cuves (x6) Washing berceaux pour lavage de la pulpe Press comités pour machine de la calandre, 1.2m lm(x40 x) Woollen feutre x(400) ensembles Complets d'outils de la charpenterie, outils du pipe - accessoire, etc., Small (2 kg) balance de la casserole Towel chevaux pour garder des feutres (x6) Sizing plateaux Le Broyeur
Dusting cadre Pičces de rechange pour les moisissures, etc., Couching tables (x6) Selles pour les cuves, séparation en papier Drying arrangement que l'Autre articles: divers porte dans un seau, brosses, matériel, entrepose, etc. machine ŕ écrire de l'equipment: du bureau Diverse, armoires, Tables , chaises, casiers, horloges, etc. Storing arrangements pour le papier fini, chimique, etc.,
Matičres premier et Chimique
Nouveaux chiffons et papier du gaspillage propre, 90 tonnes, La soude caustique tombe en flocons, 1 percent: 900 kg Le chlorure de chaux , 1 percent: 900 kg Le bioxyde de titane , 1 percent: 900 kg La Colophane , 1.5 percent: 1,350 kg Carbonate de sodium , 400 kg, L'Alun (non - ferrique), 3 2,700 kg pour cent Glue flocons, 3 percent: 2,700 kg L'agent: de décolorant optique 50 kg Le Formol , 720 1: approximativement 700 kg Diacol M, 15.5 percent: 450 kg Miscellaneous: teint, kérosčne du savon, bleu d'outremer, etc.,
La Main-d'oeuvre No. de Les personnes Remarques
Rag trieurs 6 changement General Rag chiffons 4 Général changement Rag coupeurs 22 Dans les changements Autoclave operators 2 Dans les changements Batteur operators 4 Dans les changements Batteur assistants 4 Dans les changements La Cuve operators 12 Dans les changements Couchers 12 Dans les changements Press et separating en papier mouillé 8 Dans les changements Papier drying 4 changement du Général Papier sorting 6 changement du Général Glue classement par taille 4 Général changement Calendering 2 Général changement Papier qui coupe et packing 1 Général changement work Divers 5 Dans les changements La nuit watchmen 4 Dans les changements Carpenter/mechanic 1 Dans les changements Assistant 1 Dans les changements
IV. PAPERMAKING MÉCANIQUE PEU IMPORTANT
Papermaking mécanique--męme sur une petite échelle--est hautement technique et complex. que les descriptions plus détaillées peuvent ętre trouvées dans les publications inscrites dans la Bibliographie. Le suivre les sections donnent une vue d'ensemble des procédés basiques pour produire tapissez de papier du gaspillage pour deux balances différentes d'opération. LA PLANTE PAPERMAKING PAR - JOUR D'UNE TONNE
En Inde, trčs petit (une tonne par jour) machines de la moisissure " du " cylindre est utilisé pour produire paper. Ces machines sont simples opérer et peut utiliser ou papier du gaspillage ou gaspillages agricoles tel que canne ŕ sucre, sisal, banane, ou bambou. Coton chiffon, largement disponible, en Inde, est aussi utilisé.
La matičre premier est traversée un hachoir, alors cassé, en premier jusqu'ŕ fibres de base dans un " Batteur " Hollander. entre que Cela prend un et un demi et trois heures. La pulpe est lavée et est blanchie si besoin est, alors a dilué avec beaucoup d'eau et a nourri dans le machine de la moisissure " du " cylindre qui forme le papier.
Un treillage métallique a couvert le cylindre fait tourner dans une cuve plein de pulpe. L'eau est sucée dehors ŕ travers un égout dans le cylindre, partir un posez en couches de pulpe sur la surface du treillage métallique. Au sommet du cylindre qu'une bande sans fin de feutre de la laine choisit en haut la couche de mouillé la pulpe et le transporte au rouleau coupant oů un opérateur fait un parallčle de la coupe ŕ l'axe du rouleau et pelures fermé la pulpe dans les draps cela est empilé pour presser dans une presse hydraulique. Finally, les draps sont séchés et calandré (a pressé entre lisse les rouleaux).
Chaque drap est 86 x 56cm. Le poids des gammes en papier de 65 grammes par mčtre carré (gsm) pour écrire et imprimer des papiers ŕ plus de 300gsm pour packaging. Parmi les grand nombre de candidatures sont enveloppes, abris du dossier, fiches, isolement, et papier-filtre.
La plupart de l'eau utilisé dans le processus est retrouvé mais il y a un consommation nette d'approximativement 46,000 litres en 24 heures. La plante inclut plusieurs moteurs électriques triphasés. Il en emploie 12-16 ouvriers par changement, plus gestion. d'aprčs UNIDO estime, le capital circulant dans un moulin dans cette gamme de la dimension serait au sujet d'US$100,000.
CINQ - Ŕ THIRTY - TON PLANTES DU PAPIER PAR - JOUR
Une machine typique dans cette gamme est illustrée dans Chiffre 2. UNE 30 tonne par - jour
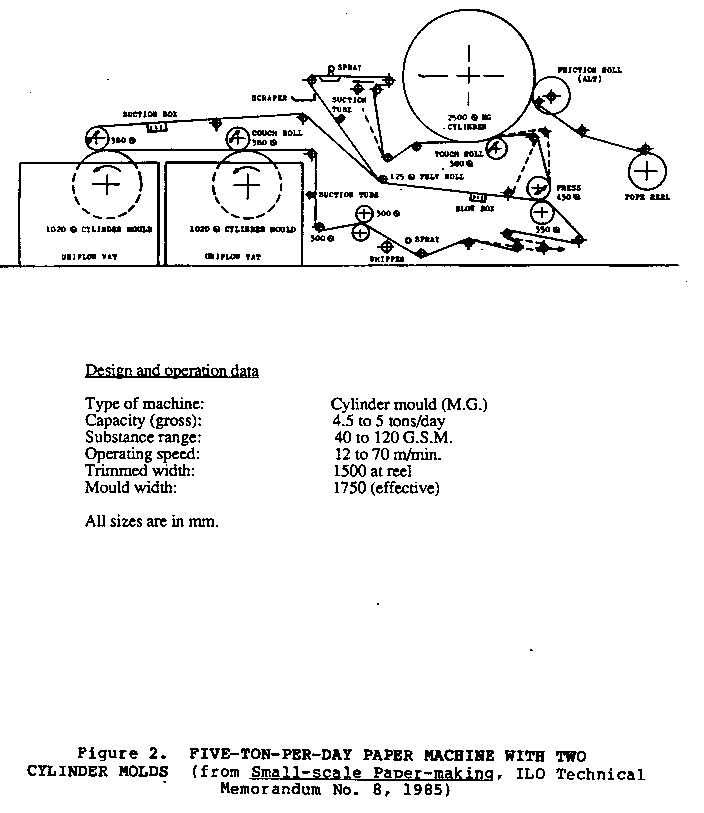
la machine ne serait pas trčs différente: qu'il veut ayez plus de sécheurs, probablement une troisičme presse, et courez plus vite, nourri avec capital circulant stock. convenable pour un 10 - ŕ 25-TPD la machine est estimée par UNIDO pour ętre US$4 million approximativement.
Un hydropulper simple est utilisé pour faire la pulpe. Il a un cylindrique réservoir de l'acier avec un rotor " rotatif " (comme un a construit fortement le ventilateur) dans le base. Le rotor tourbillonne l'eau, côtelettes, le papier, alors mélanges la pulpe. dans que Le processus est exécuté les fournées et quelques contraries sont enlevés ŕ intervalles physiquement. Autre contraries, tel que ficelle, fils, la force mouillée tapisse, ou le plastique, est enlevé par une " corde " du ragger de façon continue ou, parfois, un " pičge du rebut. Haute densité " nettoyeurs centrifuges et pressurisé ou les cribles vibrants sont aussi utilisés. que Cela est suivi dans quelques exemples par les nettoyeurs faille densité avec jusqu'ŕ trois étapes, pour enlever des plastiques et des adhésifs.
La production du moulin de la pulpe exige le battement ou raffiner auparavant de lui peut ętre fait paper. que Cela est fait avec un " Hollander, " un rouleau qui porte des barres lourdes qui tournent dans une forte dépression, au le fond de qui est plus de barreaux. Le rouleau bat les fibres contre les barres de la dépression et aussi pompes la pulpe autour du le trough. Raffiner fortifie le produit en papier, et produits alimentaires un la pulpe plus logique.
La consistance est la pour cent par poids du poids de pulpe sčche ŕ le poids de la suspension mouillée (ou mélange séché semi de pulpe et réduisez plus eau) . par exemple, 6 consistance pour cent est au sujet de 6kg de pulpe sčche plus 100kg d'eau, et c'est comme une partie charnue la soupe; 30 consistance pour cent est comme un mouillé mais pas journal ruisselant.
Papermaking implique la manutention et traiter de trčs mince les couches de pulpe qui est faible dans le sien ont mouillé l'état. Maintaining le la consistance adéquate est vitale par conséquent. Mais un des problčmes de papermaking peu important est que les contrôle nécessaires pour maintenir la bonne consistance peut ętre omis pour réduire des coűts. Stockez aussi la préparation inclut nettoyage, en masquant (enlever gros morceaux de pulpe ou matičre étrangčre), et l'addition de chimique ou teintures.
Dans les moulins plus modernes, les raffineurs sont utilisés. Dans un raffineur, pulpe la réserve est nourrie dans le centre de deux plaques plates avec les barres pour brosser le fiber. Une plaque est arrangée, l'autre rotating. Comme la fibre, ŕ 3-4 consistance pour cent, mouvements du centre ŕ le bord, il est brossé par les barres.
En Inde (mais presque nulle part autrement), petites machines Fourdrinier est bon marché et aisément disponible. La pulpe est dispensée du boîte " de la " tęte sur une boucle continue de maille du fil fin supportée par rapidement rouleaux tournants qui sucent l'eau du pulp. Le le rouleau suce dehors eau suffisante pour le drap, maintenant semi-solide, laisser le fil de la maille et, a supporté sur les ceintures du feutre poreuses, ŕ traversez deux ou trois ensembles de presse rouleaux. Il laisse ceux-ci avec approximativement 60 eau pour cent. L'eau en excčs est enlevée par le sécheur, une collection de 16 cylindres du séchage vapeur - chauffés, chacun au sujet de 1.5m dans diamčtre contre que le papier est tenu par les feutres fermement et plus petit rollers. qu'UN ensemble de rouleaux de la calandre brillant lisses donne un fini de surface dur, lisse au papier qui est enroulé alors dans une longueur continue sur forts cylindres du carton, former un la bobine de sur un mčtre dans diamčtre, contenir centaines de mčtres de papier continu.
La largeur des petites machines Fourdrinier est rarement plus que 1.75 ŕ 2.5 meters. Plants de ce genre peut produire des papiers de 50gsm ŕ 150gsm dans la plupart des niveaux, et court ŕ plus de 100 mčtres par minute. qui finalement Le tonnage de papier a produit sera 85 autour pour cent du poids de gaspillage entrée en papier, et ce peut ętre amélioré si l'eau est nettoyée et est remise en circulation, afin qu'aucune fibre est perdu.
V. PRODUITS ALTERNATIFS DE PAPIER DU GASPILLAGE
FRUIT ET PÂTE Ŕ PAPIER DU GASPILLAGE DU CLAQUEUR DE MÉMOIRE MORTE DES BOÎTES EN CARTON DE L'OEUF
Un autre processus fait des boîtes en carton de l'oeuf de pâte ŕ papier qui utilise un peu important la plante en papier a appelé le Melbourne Super. Waste que le papier est en premier trempé, alors a réduit et a raffiné. Les Réduire peut ętre fait dans un la machine ŕ laver domestique.
Le matériel inclut un raffineur qui réduit la pulpe ŕ élément essentiel fibers. La suspension que les résultats sont versés sur un drap de maille étiré sur le réservoir de la formation du Melbourne Super et un la valve dans le réservoir est ouverte. L'eau qui s'écoule du réservoir humidité des aspirations de la couche de pulpe de qui est tirée alors le réservoir sur son drap de maille. sur que La couche de pulpe est pliée une fois et a pressé entre spécialement a façonné meurt, alors il est mis sécher.
Le processus emploie quatre gens, mais les coűts de le travail sont réduits quand Les machines de Melbourne super sont groupées pour plus grande production ensemble. La production est 60 plateaux de l'oeuf par heure, ou 60 feuilles de papier 84 x 66cm. La machine exige seulement 300 watts de power. électrique La plupart de l'eau utilisée est la surface d'installation recycled. exigée est 2 carré mčtres pour la machinerie et 5 mčtres carrés pour sécher.
La machinerie plus sophistiquée est disponible pour produire de 200 ŕ 4,000 plateaux de 30 oeufs ou produits équivalents par heure. un Tel la machine est faite par Tomlinsons, mais l'étude de marché prudente est essentiel avant de contempler le coűt lourd d'une machine qui a tendance ŕ saturer en mais le plus grand marché.
La semblable machinerie est disponible ou peut ętre conçue ŕ spécialement les pots de la fleur du produits alimentaires, appartements de la graine, plateaux d'hôpital, etc. (Chiffre 3).
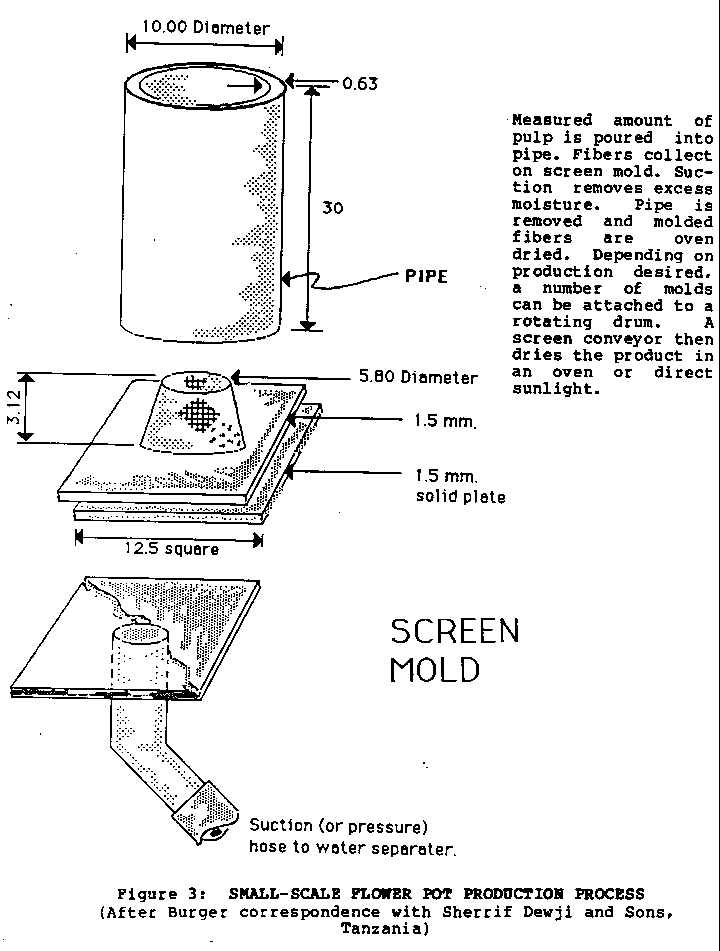
Une étude de le marché prudente devrait ętre faite avant d'investir dans tel le matériel.
LES DRAPS DE LA TOITURE ASPHALTÉS
Draps de la toiture de basse qualité, bas-prix avec une vie d'approximativement cinq les années peuvent ętre faites des trčs plus bas niveaux de gaspillage mélangé niveaux du papier qui ne seraient pas acceptable pour papermaking dű ŕ le montant de saleté et présent du contraries. UNE usine avec trois les moulant coűts des machines approximativement $200,000 pour plante et machinerie et produire approximativement 8,000 draps quotidiennement, chacun approximativement 1 mčtre carré dans région (plus de deux million de mčtres carrés annuellement). approximativement 35 les gens sont employés et 50 tonnes métriques de papier par semaine sont used. en Inde, la toiture ventes au détail matérielles ŕ autour $0.25 par le drap; dans Amérique du Sud, ŕ approximativement $0.60 par drap. La fabrication le processus consiste en les pas suivants:
1. Le papier du gaspillage est lavé et a réduit dans un hydropulper. UN broyeur ŕ marteaux mécanique ou un batteur Hollander peut ętre a utilisé au lieu.
2. La pulpe a traversé un écran, enlever la saleté, grincent, ou autre impuities, et une machine de la comité - formation (semblable ŕ cela déjŕ décrit pour une une tonne par - jour tapissent la machine), produire une longueur continue de Comité qui est coupé ŕ longueur comme il se détache de la machine.
3. Le comité s'est étendu sur la terre et a séché dans l'ouvert ačrent. que Les bords sont égalisés sur une machine ŕ refendre tournante.
4. Le comité traverse un four ŕ la fin de qui rident rollers. que Les tôles ondulées sont a encore égalisé alors et a empilé dans les berceaux.
5. Prochains, ils sont descendus dans un bain d'asphalte chaud. (l'Asphalte est inflammable donc les moyens de chauffer doivent ętre choisi avec soin. ) que L'asphalte durcit ŕ air rapidement La température et les draps sont déchargés et sont empilés.
6. Quand tout ŕ fait difficilement les draps sont l'un ou l'autre:
- a enregistré dans les paquets pour vente comme troisičme qualité;
- a répandu avec les éclats minéraux (pendant que l'asphalte est doux) avant emballer comme deuxičme qualité; ou
- la main a peint et a emballé comme premičre qualité.
BIBLIOGRAPHY/SUGGESTED READING LISTE
Ainsworth, Papier J.H. " le 5e Émerveillement, " Thomas Printing et Publier Compagnie , 1959.
Technologie Industrielle appropriée pour les Produits du Papier et Petit Pulp Moulins. Vienne, Autriche,: Le Nations unies Industriel La Développement Organisation (UNIDO), 1979.
Tolérez, S. " L'Art Fin d'Imprimer, " Atlantique Monthly, avril, 1974 (112-115).
Becker, W.J. " Les Dix années Premičres du Fourdrinier, " Papier, Le Commerce Journal, le 17 avril 1972 (34-41).
Becker, W.J. " Les 145 années Premičres du Papier Usinent dans le Etats-Unis, Journal du Commerce du " Papier, le 27 mai 1972 (140-150).
Casey, James P. " Papermaking, " Pulpe et Papier, Vol. II, New York, Nouveau, York: Les Interscience Éditeurs, Inc., 1960.
Goodwin, Rutherford " Le William Moulin du Papier des Parcs ŕ Williamsburg, Virginia ", Lexington, Virqinia: Société Bibliographique d'Amérique, 1939.
Chasseur, Dard Papermaking Pčlerinage ŕ Japon, Corée, et Chine, New York, 1936.
Chasseur, Dard Papermaking, New York, New York,: Alfred A. Knopf, 1967.
Chasseur, Dard Papermaking dans la Classe, la Presse des Arts Manuelle Peoria, Illinois.
Le chasseur, Dard " Watermarking Papiers Faits ŕ la main, Américain " Scientifique, le 26 mars 1921.
Norris, Papier F.H. et Papier Faire, New York, Nouveau York: Oxford, Université Presse, 1951.
Sarjeant, Peter T. Hand Papermaking Manual. Covington,Virginia: Le Papier Fait, 1976.
Paper - Making peu importante, OMT Note Technique No. 8. Genčve, Suisse,: Bureau du Travail International, 1985.
Sweetman, J. " Making Papier ŕ la main, Technologie " Appropriée, VOL. 3, No. 4. Londres: Publications de la Technologie Intermédiaires LTD.
Thomas, C. Le Papier Chain. Londres: La Monde Ressources Recherche LTD., 1977.
Tsein, Tsuen-Hsuin " Chine, le Lieu de naissance de Papier, qui Imprime un Type Mobile, " Pulpe et Papier Journal International, février, 1974.
von Hagen, V.W. Le Papermakers aztčque et maya, New York, Nouveau, York: Pirate Art Books, 1944.
De l'ouest, A.W. Petite Pulpe de l'Échelle et Fabrication du Papier, Londres, Publications de la Technologie Intermédiaires Ltd., 1979.
LES MATÉRIEL FOURNISSEURS
La Papier Moulin Plante et Les Machinerie Fabricants Ltd. 181 S V Route Jogeshwari, Bombay, 400060 Inde
Hindon Travaux De l'ingénieur CLUBLEY, BAJORIA MARG, SAHARANPUR 247001 EN HAUT Inde
INDO BEROLINA INDUSTRIEA, PVT. Ltd. I.B.I. La Maison 5-86 Andheri Kurla Route Bombay 400059 Inde
Jessop et Co Ltd. 63 Netaji Subhas Route P.O. Empaquetez-en 108 Calcutta, Inde,
LES ORIGINES DE LES INFORMATIONS
Association de la Pulpe et Industrie du Papier Un Parc Dunwoody Atlanta, Géorgie 30341,
Écrivez pour brochure de quatre pages libre, " Comme Vous pouvez Faire le Papier ": Institut du Papier américain 260 Madison Avenue New York, NY,