VITA 1600 Boulevard di Wilson, Seguito 500 Arlington, Virginia i 22209 Stati Uniti Tel: 703/276-1800 * il Facsimile: 703/243-1865 Internet: pro-info@vita.org
Understanding Creazione di Carta Su piccola scala ISBN: 0-86619-271-9 [C] 1986, Volontarii in Assistenza Tecnica
PREFACE
Questa carta č una di una serie pubblicata da Volontarii in Tecnico Assistenza per provvedere un'introduzione a specifico all'avanguardia le tecnologie di interesse a persone in paesi in sviluppo. Si intende che le carte siano usate come orientamenti per aiutare, Persone scelgono tecnologie che sono appropriate alle loro situazioni. Non si intende che loro provvedano costruzione o la realizzazione, Persone di details. sono esortate per contattare VITA o un'organizzazione simile per informazioni ulteriore ed assistenza tecnica se loro scoperta che una tecnologia particolare sembra soddisfare le loro necessitŕ.
Le carte nella serie furono scritte, furono fatte una rassegna, e furono illustrate quasi completamente da VITA Volunteer esperti tecnici su un puramente basis. volontario che Alcuni 500 volontarii stati comportati nella produzione dei primi 100 titoli pubblicati, mentre offrendo approssimativamente 5,000 ore del loro time. VITA redattore Margaret Crouch senior compilato questa carta, e servě come direttore di progetto di tuta di lavoro, con Suzanne Brooks che si occupa di typesetting e configurazione.
I Volontarii di VITA che scrissero e fecero una rassegna questa carta ne hanno molti anni di esperimenti nell'industria di carta. Jon Vogler, autore di Lavori da Spreco, si specializza in industrie su piccola scala, particolarmente quelli basarono su materiali riciclati. Pietro Sarjeant, dedicato a tenendo vivo i processi del papermaker del padrone vecchio arte, č l'autore di Mano il Manuale di Papermaking. IO. B. Bruce " Sanborn č direttore associato di ricerca e sviluppo a Carte Consolidato, Inc.; Filippo Barr č direttore di logistiche di fibra per la Societŕ di Weyerhaeuser; ed il Dott. Bob Brooks, anche di Weyerhaeuser, č il direttore di polpa e carta le attivitŕ istruttive. Burger di William, ingegnere meccanico e pensionato da Kimberly-Clark Societŕ per azioni, assistito nel disegno di attrezzatura per un fabbrica di carta micro in Tanzania.
VITA č un privates, organizzazione disinteressato che sostiene persone lavorando su problemi tecnici in paesi in sviluppo. le offerte di VITA informazioni ed assistenza puntarono ad individui utili e gruppi per selezionare e perfezionare le tecnologie appropriano loro situations. VITA mantiene un Servizio di Indagine internazionale, un centro di documentazione specializzato, ed un elenco computerizzato di volontario consulenti tecnici; maneggia progetti di campo a lungo termine; e pubblica una varietŕ di manuali tecnici e carte.
I. INTRODUZIONE DI
Papiro dal quale č dedotta la carta di parola, č saputo di avere stato in uso come presto come 3000 A.C. Developed nella Valle di Nilo, fu fatto di taglio di strisce dal gambo di pianta di papiro, bagnato fradicio e posň, prima per il lungo, poi trasversalmente, formare un mat. Il stuoia fu controllata il peso poi e pigiň in un foglio sottile. Later, processi simili usarono altrove fibre altre come seta.
Papermaking vero circa il quale cominciato in Cina D.C. 105, usi un processo completamente diverso che la preparazione di papyrus. Esso comincia con stracci, paglia, abbaio, legno, o materiali fibrosi ed altri quello č tagliato o tagliň eccellente. Le fibre sono controllate il peso o spappolarono finché loro sono separati dall'un l'altro e mescolato con acqua. Poi le fibre sono alzate dall'acqua in un setaccio-come lo schermo quello permette l'acqua di esaurire via, mentre lasciando una stuoia sottile di fibre. La stuoia di fibra che puň essere asciugata in luogo o remoto e asciugato separatamente, diviene un foglio di carta.
I piů primi registrarono prodotto di carta č accreditato ad uno di gli ufficiali prima " acquistando, " Ts'ai Lun, testa dell'Imperiale Provveda Reparto di Imperatore Ho di Cina. Ts'ai Lun sperimentň con una varietŕ di materiali: fibre vegetali, canapa vecchia, cotone stracci, fishnets vecchi, ed abbaio di gelso. che La carta prodotta era conveniente e durevole e la superficie era buona.
La tecnologia sparse a Giappone dal terzo secolo D.C. e India arrivata nel settimo. Papermaking sparse verso ovest Nord Africa e l'Europa finalmente arrivata nel dodicesimo secolo D.C.
Carte europee e prime furono fatte da lino o cotone rag. che era spesso e rende ruvido, e la superficie ebbe bisogno di essere mise in ordine di grandezza " con gelatina + l'inchiostro mise a bagno in. Ulman Stromer mise su un meccanizzň papermill in Nuremberg, Germania, nel 1390 che usa acqua-a motore martelli per colpire il materiale, un metodo giŕ usato dal Chinese. L'arte accompagnň i coloni primi ad America.
Meccanizzazione vera non fu realizzata fino a 1799, quando il francese Robert di Nicholas costruě una macchina con una maglia di filo senza fine e un paio di stretta rolls. L'apparecchiatura fu portata ad Inghilterra ed introdusse sul mercato da due cartolai, i fratelli di Fourdrinier. Nel 1804, Brian Donkin, un millwriqht-ingegnere costruě il primo papermaking riuscito macchina, in Due Mulino di Acque Hertfordshire, Inghilterra e un'altra in America nel 1827. disegni primi e Greggi migliorarono fermamente. Dalla fine del diciannovesimo secolo, la tecnologia di Fourdrinier era molto esteso; le macchine solo su 2 metri largo provvide 25 tonnellate metriche al giorno al mercato crescente per carta da giornale.
Macchine moderne formano carta in un nastro continuo o web, non un foglio singolo ad una durata come faceva i vegliardi. Un papermaker buono in i giorni antichi potrebbero fare abbastanza fogli in un giorno del quale pesare 90kg. Oggi, una macchina media fa 90,000kg al giorno! Ancora il processo di fare carta--fibre di separazione in annaffi ed esaurendo loro attraverso un schermo eccellente per formare una stuoia intessuta che č poi asciugato--č identico in principio. La formazione attuale di carta č lo stesso da pressocché 2,000 anni.
II. PAPERMAKING MODERNO
FIBRE E POLPE
Fibre stanno bene filo-come wisps da che carta, textiles e molti materiali altri sono fatti. Tear un pezzo di carta e le fibre possono essere viste all'orlo lacerato (piů chiaramente con un lente di ingrandimento) . Paper che fibre sono fatte di cellulosa, il di base materiale che costruisce di piante ed alberi. che Questi materiali possono essere fatto in carta spappolando (rompendosili fino a che le fibre č sciolto e libero delle sostanze che li legano), riformando poi loro mentre bagnato e finalmente asciugando.
Legno soffice (o conifero) polpe sono usate per confezione difficile e carte che imballano a causa delle loro fibre lunghe; decidous o legno duro polpe provvedono fibre eccellenti per stampando e scrivere carte.
Capire l'industria di carta č importante del quale sapere i tipi notevoli di polpa di legno primaria usati in papermaking: meccanico polpa e polpe chimiche che includono kraft spappolano e sulphite che Polpa di pulp. fatta di carta riciclata č noto come secondario pulp. sul quale Piů produttori di carta su piccola scala conta primariamente pulp. See secondario anche il carta " Capendo tecnico di VITA Riciclaggio " di carta per informazioni su raccolta ed uso di sprechi carta.
Polpa meccanica
Polpe meccaniche producono la carta piů per tonnellata di legno, ma č il weakest. che Loro sono fatti controllando il peso o macinando cellulosa fibra, come legno o bagasse di canna di zucchero. Uno del commonest usi di polpe meccaniche sono nel prodotto di carta da giornale. Carta da giornale č relativamente debole e perde insieme la sua forza se bagnato--una caratteristica di polpa meccanica. che si usa per rapido giornale che stampa perché inchiostro stampante č messo a bagno su ed asciuga molto rapidamente, ma gli manca la permanenza di carta fatta da kraft o sulphite pulp. al quale polpa chimica e Forte spesso č aggiunta polpa meccanica per dare a carta da giornale forza migliore. Mechanical polpa contiene particelle piccole di legno che non č stato spesso ridotto a fibra e č visibile all'occhio nudo, cosě carta fece da lui č descritto come " boscoso ".
Polpe chimiche
Un prodotto di carta piů forte č fatto piů a buon mercato spappolando cellulosa fibre in tale modo che loro non sono indeboliti da meccanico damage. Il legno o cammina impettito prima č ridotto meccanicamente a frammenti piccoli, poi cucinň a pressione alta con chemicals che attacchi le obbligazioni tra le fibre. Il chemicals piů comunemente usato č:
1. soda carbonato Caustico e solfato di sodio che producono comune carte molto forti noto come kraft, appropriato per carta saccheggia e scatole che contengono pesi pesanti.
2. sulfites Vario (come ammonio e calcio), quale produce fibre piů eccellenti, appropriato per fare qualitŕ alta, forte (ma costoso) stampando e scrivendo carte (di solito imbiancň bianco).
Polpa secondaria
Secondary o riciclň polpa č fatta agitando vigorosamente carta straccia in acqua (di solito in un idro-pulper, un serbatoio contenendo lame che ruotano) disgiungere le fibre collegate durante l'originale papermaking process. Come queste obbligazioni sono piů deboli di quelli di la pianta di cellulosa originale, idro-spappolare č un piů gentile processo che legno primario che spappola e consuma meno energy. Even quindi, ogni carta di tempo č riciclata, diviene piů debole. Secondary polpa č, perciň, mai forte come la fibra primaria da quale era made. che pressocché puň essere come buono, purché spreco puro tappezzi del tipo stesso č usato. Per esempio, polpa fatta idro-spappolando sacchi di kraft puliti faranno solamente leggermente sacchi nuovi di qualitŕ piů bassa, particolarmente se mescolato con una proporzione di primario comunque, kraft pulp. Se la polpa secondaria č fatta da materiale quello contiene giornali, o immondizia, polvere, o creta o alcuni prodotto di polpa meccanico piů debole ed altro, non sarŕ forte abbastanza per fare carta di sacco.
Papers. rivestito In dei casi il coperto di stuoie, superficie assorbente di un carta č rivestita con un materiale che lo fa lucente e liscia. Questo rivestě carta č migliore per stampare. Coated che carte sono frequentemente usato in periodici che sono finanziati dagli annunci pubblicitari printed. Nel processo di idro-spappolare spreco rivestito tappezzi, il rivestimento č lavato fuori; cosě, il peso di fibra ottenuto da una tonnellata di carta rivestita č meno, spesso entro 20 percento, che quell'ottenne da una tonnellata di carta di uncoated. Di conseguenza, il valore di scarto rivestě carta al mulino di carta, e la sua vendita fissi il prezzo di, sarŕ piů basso.
Se il rivestimento č materiale di plastica o altro che non dissolverŕ in acqua, la carta di spreco richiederŕ apparato specializzato riciclarlo e puň ridurre il valore di carta piů pura con cui č mixed. Lo stesso č vero di film di polyethylene, cellophane, carta incollata, sequenza, ed alcun materiale che non vogliono si rompa in water. Alcuno del vario rivestiti che carte possono essere tenuto caldo e bagna in deposito, poi cucinato in una soluzione caustica e calda in ordine a biodegrade e si rompe il rivestimento per rilasciare il fibers. Again, queste carte richiedono apparato speciale e maneggiando riciclare e loro non possono essere come preziosi come piů semplice, carta semplice.
Stampato e Papers. Colorato la stampa e tingendo riduce il valore di carta per essere riciclato. che Loro fabbricano la polpa, e la carta fatto da lui, grigio ottuso in colore a meno che imbiancň (quale č costoso), + de-inchiostrň (quale č anche costoso). Tinting i colori il Spappoli di che deve essere usato poi o per una serie limitata similmente prodotti colorati (o prodotti grigi e convenienti), o deve essere bleached. Therefore, carta di spreco bianca č piů prezioso che materiale simile che č colorato. Unprinted spreca carta č di un valore piů grande che il materiale stesso stampň.
STRUTTURA DI L'INDUSTRIA DI PAPERMAKING
Il prodotto ed uso di carta sono uno del mondo č piů grande industrie; succede in:
1. spappola mulini che trattano legno taglia o materiali altri per fare polpa;
2. tappezza mulini e mulini di asse che usano polpa o spreca carta per produrre finito tappezzi ed asse;
3. Paper convertitori che usano carta o abbordano produrre boxes, tubi rotola di tessuto, scatole di cancelli ufficio tappezza, pile di stampare carta tagliarono a taglie di standard, ecc.;
4. Stampanti di che di solito comprano da convertitori anche se ditte piů grandi come stampe di giornale possono comprare direttamente dalla carta macina; e
5. " integrň " mulini che fanno polpa e poi l'usano stessi per fare carta.
Queste industrie sono enormi, estremamente meccanizzň, ed efficiente. Ci sono molti di loro, cosě loro competono ferocemente per il disponibili markets. In paesi dove mercati enormi, direttori specializzati e tecnici, ed il capitale massiccio ebbe bisogno per investimento č scoperta di fabbricanti di carta disponibile, fatto a mano e su piccola scala esso molto duro a compete. Nel mondo in sviluppo, le opportunitŕ essere migliore, ma raramente č intrapreso grandemente a causa di insufficiente la tecnologia, l'abilitŕ, capitale, e contributi altri.
Mettere produzione di carta su piccola scala o fatto a mano in prospettiva, č importante per rendersi conto della serie enorme di capacitŕ di produzione all'interno dell'industry. Per esempio, una persona che lavora fuori di un'officina di casa con attrezzatura minima possibilmente puň produrre come molti come 45kg di carta al giorno, mentre un parzialmente meccanizzato micro fabbrica puň diventare fuori approssimativamente 225kg quotidiano. Da contrasto, l'Internazionale Ufficio di lavoro definisce a scala ridotta includere produzione capacitŕ di su a 27 tonnellate metriche al giorno. Ed una macchina singola in un'operazione moderna e grande 270 tonnellate metriche di carta possono produrre per day. dovrebbe essere ovvio che solamente in circostanze molto speciali e per mercati molto speciali operazioni su piccola scala possono competa efficacemente nell'industria di carta di oggi.
Un campo dove trovano mano e papermakers su piccola scala un nicchia č la produzione dell'arte " di qualitŕ " molto piů alta tappezza, + il prodotto di una varietŕ, di prodotti di carta o piccolo locale mercati che non sono serviti da produttori grandi. Un'altra area in quali processi di papermaking possono essere applicati su un a scala ridotta č il prodotto per mercati locali di una varietŕ di prodotti cosě come cartoni di uovo, fiore o pianta mette in vaso, scatole grezze, o coprendo con un tetto materials. del quale Questi sono considerati in dettaglio in piů tardi sezioni questa carta.
III. HAND PAPERMAKING
Se carta č fatta nell'officina di casa o la fabbrica micro, la produzione tratta per papermaking della mano č piuttosto simile. La scala dell'attrezzatura cambia col volume di produzione e le materie prime variano con quello che č disponibile e la qualitŕ di carta per essere prodotto.
PAPERMAKING PROCESSES
Pre-trattando
Cotone o stracci altri e spreca carta per essere riciclato č ordinato completamente rimuovere tutti i materiali non-fibrosi come graffe, clip di carta, cellophane, unghie bottoni, chiusure lampo ecc. Ambo gli stracci e carta č tagliata o shredded in pezzi piccoli.
Spappolando
I pulirono e materie prime di shredded sono portate all'ebollizione punto e cucinň per due a sei ore. che Loro sono sciacquati completamente rimuovere impurezze durante le quali avrebbero separato fuori il processo di cottura.
Il battitoio--questo puň variare da un frullatore di cucina ad un specialmente serbatoio fatto--č riempito con la quantitŕ richiesta di acqua, ed il cucinato, stracci tagliati o carta gradualmente sono aggiunte con velocitŕ alta agitation. Bleaching polvere o candeggina liquida (1 percento) č poi added. che La polpa č lavata completamente, un processo che puň prendere un altro sei ad otto Aggiuntivo di hours. che possono essere usati includono diossido di titanio o riempitivi altri, tinte (per carta colorata), o agenti di candeggio ottici (per carta bianca). Rosin sapone ed allume č aggiunto piů tardi.
Alzando, Adagiandosi, ed Accatastando
Quando il processo che spappola č completo, la polpa č trasferita contenitori di deposito o vats. Depending sulla scala dell'operazione, la polpa č mescolata poi con una quantitŕ sufficiente di acqua diluirlo per formare una sospensione di uniforme, libero di lumps. Nel officina di casa, la polpa č mescolata in quantitŕ per fare un foglio ad un time. Nella fabbrica piccola, una quantitŕ piů grande puň essere mescolata, ad un time. La polpa diluita č alzata poi dall'acqua su schermi di filo, ed i fogli risultanti sono coperti da feltro o cloth. assorbente ed altro Con la stoffa in luogo, l'ancora bagnato strato di polpa č alzato attentamente dallo schermo. che Questo processo č chiamato adagiandosi (cooching pronunziato). La stoffa che adagia, carta parteggi in giů, č messo su un feltro coprě asse e lisciň a rimuova rughe o bolle di aria. che Ogni foglio successivo č messo in una pila sul primo.
Pigiando ed Asciugando
Quando un numero sufficiente di fogli č stato formato, loro sono messi sotto una stampa per rimuovere l'acqua. che I fogli sono separati poi e, evitare contrazione, mise assi assorbenti sotto e again. pigiato I fogli sono appesi per asciugare in gruppi di tre a sei, secondo la grossezza o essiccato in un forno caldo.
Mettendo in ordine di grandezza
Mettendo in ordine di grandezza dŕ a carta una fine piů dura cosě che acqua basň vernici e inchiostri non sanguineranno o Carta di run. puň essere messa in ordine di grandezza internamente, da aggiungendo gli agenti di incollatura alla polpa, o esternamente, dipingendo + bagnando i fogli essiccati. Per incollatura interna, allume, resina gelatina, farina di granturco, o petrolio di seme di lino possono essere aggiunte in molto piccolo quantitŕ alla fine del palcoscenico che spappola. Per incollatura esterna, i fogli essiccati sono bagnati in un diluisca colla o soluzione di amido, Pigiato rimuovere l'eccesso, ed appese su asciugare di nuovo. Nel officina di casa, i fogli individuali possono essere dipinti col diluisca soluzione.
Carta che macchia, carta di filtro tessuto di toletta, asse grigio ed alcuni carte di arte possono richiedere molto piccole, se alcuno, mettendo in ordine di grandezza.
Calandrando
I fogli essiccati sono messi alternativamente tra piatti di metallo in una pila o " posto ". tra il quale La pila č passata calandrano chi arrotola ottenere la levigatezza desiderata. che Questo puň essere fatto nella casa officina pigiando il foglio di carta tra fogli di alluminio metta in rilievo con un ferro caldo.
Ordinando e Tagliando
Dopo avere calandrato, i fogli sono ordinati attentamente, e tagliarono a metta in ordine di grandezza per impaccare e spedizione. CARTA CHE FA IN L'OFFICINA DI CASA
Papermaking a questa scala puň essere fatto come un hobby, per regali o come dimostrazioni in scuole. O, se il mercato esiste per cima qualitŕ fogli fatti a mano, puň formare la base per un affari piccoli. Artisti, legatori, e musei--o individui cercando carta da lettere eccellente--č clienti potenziali. L'attrezzatura necessaria giŕ essere disponibile in delle cucine, ma i mercati dovrebbe essere considerato attentamente prima che alcun investimento sia fatto.
Questo processo presume che spreca carta o stoffa di cotone sarŕ faccia il paper. Verso 50 fogli (21.5cm x 28cm) puň essere fatto da una libbra di carta di spreco. Candeggina di Famiglia di , allume gelatina, farina di granturco, e colla animale possono essere anche needed. E tinte di stoffa all'ordine del giorno possono essere usate per produrre tinse o colorato papers. Il processo presume anche la disponibilitŕ di adeguato acqua ed alimentazioni elettriche elettriche o altre.
Attrezzatura e Materiali
Dell'attrezzatura seguente č avuta bisogno:
Deckle inscatola e forgia, fece di legno lubrificato (Figura 1)
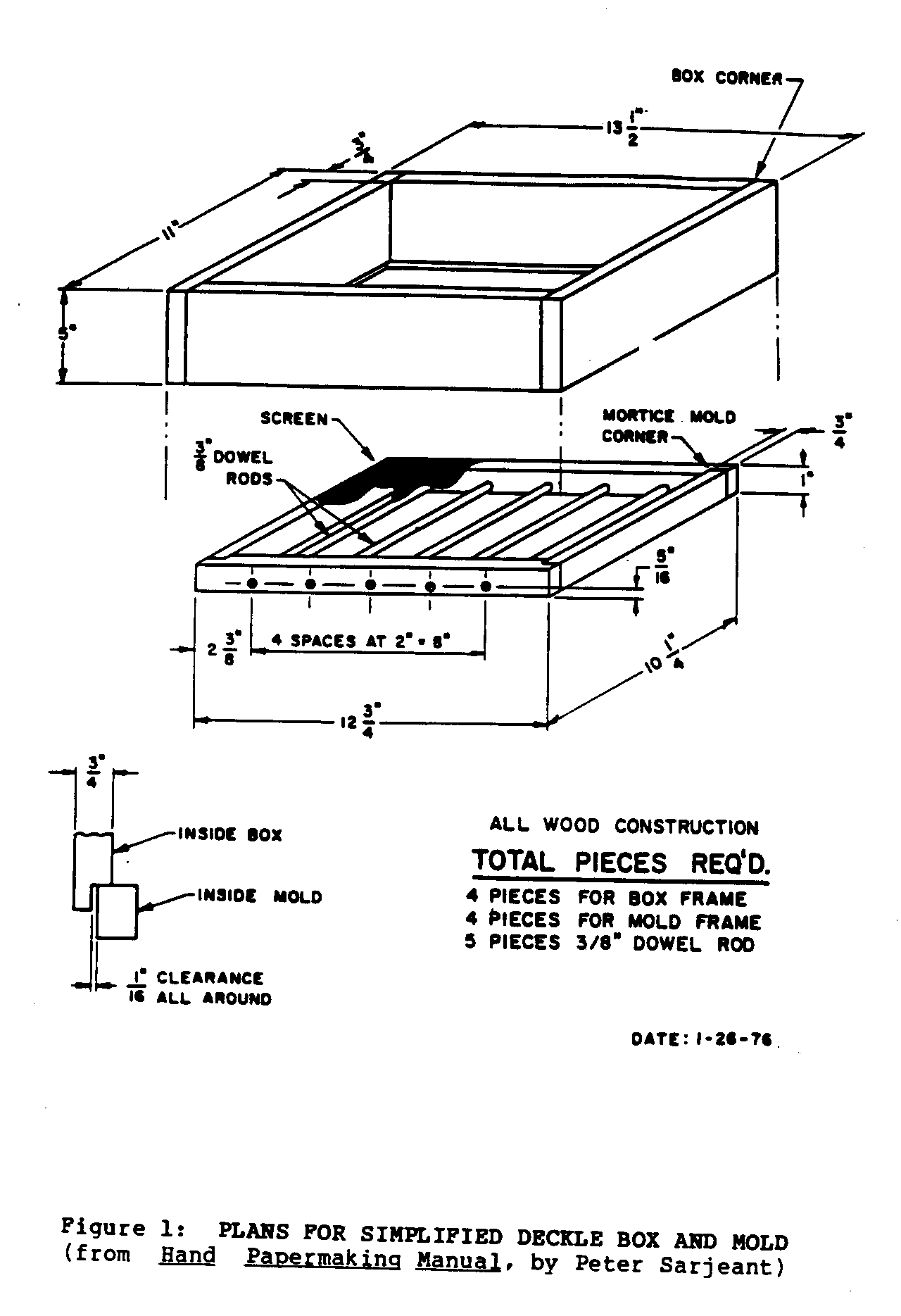
Power mescolatore di cibo o frullatore acciaio Senza macchia o pentola di smalto (non l'alluminio) Steam il ferro Stove con forno Lavandino di , vasca, o bacino di lavata Couching la stoffa (i.e., tela per lenzuola di cotone), tagli mettere in ordine di grandezza Felt o stoffa di terry assorbente, tagliate per mettere in ordine di grandezza foglio di metallo Sottile Flat " asse di ricettazione ", legno compensato di lcm o asse altro
Spappolando
Scelga carta con stampa minima. buste Vecchie sono buone per questo reason: la colla sulla falda non vuole matter. carta Colorata č accettabile; la tinta di solito esce quando č bollito. Eviti carta che ha forza " bagnata " come carta towels. Sia accurato quanti borse di carta marroni Lei l'uso. kraft Non candeggiato carta abbassa la luminositŕ o la bianchezza della polpa, ma č Forte e darŕ la Sua durezza di carta. La Carta da giornale di fa da sola una polpa debole, renda grigio in color. aggiunge poco ma bulk. Cotton o stoffa altra o fili possono essere usati anche. Loro devono essere tagliati o shredded in pezzi molto piccoli per evitare bloccarsi il mescolatore.
Tagli o laceri la carta in pezzi piccoli, approssimativamente 5cm x 5cm. Brandello alcuna stoffa che puň essere used. Put i pezzi nella pentola, coperta con acqua, ed aggiunge alcune cucchiaiate di candeggina di famiglia. Accenda il calore, copra la pentola, e porti ad un punto d'ebollizione gentile. Mescoli per un paio di ore per assicurare di quando in quando che la candeggina č mescolato e tutta la carta č bagnata bene in giů, poi fresco.
Dopo che il lotto č rinfrescato, tenti di separarsi i grumi ed alcuno pezzi rimanenti di carta che tiene insieme ancora. Il piů piccolo i pezzi all'inizio, il piů facile questo passo č now. Il polpa puň essere esaurita poi e puň essere immagazzinata in borse di plastica in un frigorifero finché Lei č pronto fare i fogli. Esso la volontŕ tenga per settimane senza alcun cambio.
Facendo i Fogli
Prenda un grumo della polpa semi-umida che Lei ha preparato. Press come molta umiditŕ fuori di lui come possibile ad andare via-una palla circa il taglia di un uovo di piccione (7g peso asciutto). Questa č abbastanza polpa a fabbrichi 28cm foglio un 21.5cm x. Make i fogli, uno ad una durata, come segue:
1. Blend e polpa di miscela in frullatore 3/4 pieno di water. Add Aggiuntivo di .
2. Put forgiano in scatola, lato di schermo su ed immerge in lavandino. Rap scatola per liberarsi di bolle di aria.
3. Pour polpa in scatola.
4. Holding la scatola in giů, agiti l'acqua nella scatola con fingers cosě che la polpa sparge uniformemente sulla maglia.
5. Grasp la scatola e forgia fermamente ed alza rapidamente ed uniformemente per affiorare (suzione di tatto).
6. Hold per 10 secondi o cosě esaurire.
7. Lift su fuori di acqua e presa verticalmente a drain. Se Il foglio di guarda corretto, proceda; se crepň, metta scatola e forgi indietro in lavandino e ripete passi 4 a 7.
8. Set scatola su superficie di appartamento ed attentamente rimuove scatola. Note: Water gocce su web bagnato faranno marchi!
9. Carefully cotone di disposizione che si adagia stoffa su web e liscia dolcemente.
10. Place feltro assorbente su adagiandosi cloth. Smooth e pigia in giů da centro fuori.
11. Remove feltro e stretta fuori acqua.
12. Repeat 10 e 11 finché nessuna piů acqua esce.
13. Couch via foglio, cominciando ad angolo e spellandosi di nuovo rapidamente.
14. Il Luogo di si adagiň foglio, tappezzi su lato o in giů su appartamento surface. Smooth assorbente e pigia in giů per rimuovere intrappolň aria.
15. Repeat per ogni foglio finché una pila pulita č costruita su.
Pigiando ed Asciugando
I fogli possono essere asciugati rapidamente pigiandoli con un ferro caldo ed un foglio di alluminio o lentamente (2-3 ore) mettendoli in un 120 [i gradi] il forno di C, col tacked dei fogli che adagia in giů alla ricettazione abbordi tutti lungo gli orli dei fogli di carta. Il primo metodo dŕ una superficie liscia su un lato, mentre goffrando con stoffa marca su l'altro; il secondo dŕ goffraggio su ambo i lati.
Un molto lisci superficie puň essere ottenuta lisciando l'adagiarsi stoffa, tappezzi lato in giů, contro un alluminio o lubrificň galvanizzato sheet. Un tergivetro puň essere usato per liberarsi di tutto l'air. Dry in aria o in un 120 [i gradi] il forno di C.
Mettendo in ordine di grandezza e Rivestendo
Un metodo semplice di usi di incollatura interni una combinazione di puro gelatina e farina di granturco (il bucato o cucinando tipo) . Il gelatina č dissolta in acqua bollitura e farina di granturco č aggiunta faccia una mistura chiara, spessa per aggiungere alla polpa. Use approssimativamente uno cucchiaino da tč di questo per 21.5cm x 28cm foglio.
Un'altra procedura di incollatura interna e semplice č aggiungere approssimativamente 1/4 cucchiaino da tč di seme di lino o un cucchiaino da tč di soluzione di farina di granturco mentre la polpa č mescolata a Passo 1. nel quale Il petrolio č disperso l'acqua e precipita sulla fibra. L'amido sarŕ preso sulle fibre e durante il palcoscenico che asciuga dare metterŕ un foglio piů rigido.
Incollatura esterna si fa quando il foglio č rivestito con un'acqua soluzione basata dopo che la carta č stata asciugata. Con un all'ordine del giorno 4cm spazzola di vernice, rivesta ogni foglio con un 7 percento mais diritto inamidi solution. che Una cucchiaiata di farina di granturco ha aggiunto ad una tazza di acqua sarŕ abbastanza per 20 a 25 fogli (ambo i lati) l'Animale di .
colla puň essere aggiunta all'amido per migliorare la resistenza di acqua. Colle moderne possono essere aggiunte anche.
Quando i fogli rivestiti quasi sono asciutti al tocco, li metta in un stack. pulito che Loro dovrebbero essere zoppica piuttosto ma non wet. Put un foglio di metallo o asse liscio su cima. Allow la pila per asciugare durante la notte. I fogli possono essere aggiustati poi se necessario ed imballato per vendita.
CARTA CHE FA IN LA FABBRICA MICRO
Su un piuttosto scala piů grande, ma ancora in un essenzialmente la mano tratti, carta puň essere fatta in una fabbrica micro capace di produrre approssimativamente 240kg (1/4 tonnellata) di carta al giorno. fabbriche Cosě piccole č abbastanza comune in India, e VITA ha assistito almeno uno tale operazione in Tanzania. Questo processo usa carta straccia o stracci fare polpa, o polpa acquistň da un mulino di polpa. che puň produrre obbligazione di qualitŕ buona o carta che disegna, scorta di scheda, tavolette di scuola carta di filtro, tessuto di toletta, asse grigio, ed album o macchiando paper. che puň risultare anche tali articoli come cartoni di uovo, fiore pentole, appartamenti di seme, carrelli di ospedale, ecc.
Oltre ad un identificň, mercato affidabile, la fabbrica piccola richiede un consolidi, approvvigionamento affidabile di materie prime, annaffi, e power. Suggested installazioni includono un edificio di approssimativamente 300 metri di piazza per operazioni ed un capannone di approssimativamente 185 ad angolo retto metri per raccogliendo ed ordinare i materiali. Sei amministrativo personale e tanti quanti 100 lavoratori che lavorano nel due o tre turni sono needed. L'ONU Sviluppo Industriale Organiztaion (UNIDO) valuta un investimento di verso US$26,000 per il costo totale di installazione. La Produzione di puň essere aumentata da uno o due piů battitoi che installano ed azionando i tini in comunque, tre shifts. Oltre quelle economie di capacitŕ di scala decline. Per produzione piů grande, una pianta su piccola scala e meccanizzata dovrebbe essere considerato (Veda Sezione IV).
Gli elenchi seguenti di attrezzatura, approvvigionamenti e fornire di personale č dedotto grandemente dalla monografia di UNIDO su produzione di carta su piccola scala. Forgia e pigia per articoli di specialitŕ non č incluso. Processi di produzione seguono i passi dati all'inizio di questa sezione.
Apparato ed Attrezzatura
Vomiting digestivo di tipo, 1.5m x 1.2m Rag il tagliatore, 25.5cm lama con 3-hp il motore Battitoio di , 61cm x 76cm taglia di rotolo (il x2) motore Elettrico per battitoi di 20 hp, 960 rpm, scivolone-anello con petrolio-immerse iniziatore (il x2) Lifting tini semi-automatici (il x6) stampa Idraulica, 102cm x 127cm taglia di piatto, ariete duplice con 5 motore di hp Screw la stampa (91.5cm x 107cm o 89cm x 114cm taglia di piatto per trattare di carta messa in ordine di grandezza, ecc.) Calender macchina per vetrata di carta (30.5cm x 91.5cm rotolo mette in ordine di grandezza, completi con accessori) motore Elettrico per calandri macchina (10 hp, 960 rpm con Iniziatore di ) macchina Tappezzare-penetrante (107cm x 122cm taglia di lama) battitoio Piccolo di 2 capacitŕ di kg con 1/2 hp vanno in automobile per sperimenta Washing la macchina Chain blocco di puleggia con treppiede, 2-t capacitŕ Platform che pesa equilibrio, 500 capacitŕ di kg Pulp serbatoi di deposito per alzare tini (il x6) Washing culle per lavatura di polpa Press gli assi per calandri macchina, 1.2m x lm(x40) x(400 di feltri di Woollen) set Completi di attrezzi di falegnameria, attrezzi tubo-appropriati, ecc. Small (2 kg) equilibrio di tegame Towel cavalli per tenere feltri (il x6) Sizing i carrelli Macinatore di
Dusting la cornice parti Di ricambio per forgia, ecc. Couching le tavole (il x6) Sgabelli di per tini, tappezzi separazione Drying la sistemazione che articles: miscellaneo ed Altro porta in secchi, spazzole, ferramenta immagazzina, ecc. macchina da scrivere di equipment: di ufficio Miscellanea, armadio a muro Tavole di , sedie intelaiature, orologi etc. Storing le sistemazioni per carta finito, chemicals, ecc.
Materie prime e Chemicals
stracci Nuovi e carta di spreco pulita, 90 tonnellate che soda carbonato Caustico si sfalda, 1 percent: 900 kg Bleaching il polvere, 1 percent: 900 kg Diossido di Titanio di , 1 percent: 900 kg Rosin, 1.5 percent: 1,350 kg Cenere di Soda carbonato di , 400 kg Allume di (non-ferrico), 3 percento 2,700 kg Glue i fiocchi, 3 percent: 2,700 kg agent: del candeggio ottico 50 kg Formalina di , 720 1: verso 700 kg DIACOL M, 15.5 PERCENT: 450 KG Miscellaneous: tinge, kerosene di sapone, ultramarine azzurrano, ecc.
Lavoro N.ro di Persone di i Commenti di
Rag le ordinatrici 6 il turno di General Rag gli stracci per la polvere 4 turno Generale Rag i tagliatori 22 In turni Operators di Digestivo di 2 In turni Operators di Battitoio di 4 In turni Assistants di Battitoio di 4 In turni Vat operators 12 In turni Couchers 12 In turni Press e separating della carta bagnato 8 In turni Paper il drying 4 turno Generale Paper il sorting 6 turno Generale Glue l'incollatura 4 turno Generale Calendering 2 turno Generale Paper taglio e packing 1 turno Generale work Miscellaneo 5 In turni watchmen 4 Serale In turni Carpenter/mechanic 1 In turni Aiutante 1 In turni
IV. PAPERMAKING MECCANICO E SU PICCOLA SCALA
Papermaking meccanico--anche su un a scala ridotta--č estremamente tecnico e complex. che descrizioni piů particolareggiate possono essere trovate nelle pubblicazioni elencate nella Bibliografia. Il seguente sezioni danno una veduta d'insieme dei processi di base per produrre tappezzi da carta di spreco per due scale diverse di operazione.
UNO-TONNELLATA-PER-GIORNO LA PIANTA DI PAPERMAKING
In India, molto piccolo (l'uno-tonnellata al giorno) " cilindro forgia " macchine č usato per produrre paper. Queste macchine sono semplici per operare e puň usare o carta di spreco o sprechi agricoli, come canna di zucchero, sisal, banana, o bambů. Cotton straccio, estesamente disponibile in India, č usato anche.
La materia prima č passata attraverso un tagliatore, poi rotto prima in giů a fibre di base in un " Battitoio " di Hollander. tra il quale Questo prende uno ed una metŕ e tre ore. La polpa č lavata e č imbiancata se richiesto, poi diluě con molta acqua ed alimentň nel " cilindro forgia " macchina che forma la carta.
Una maglia di filo coprě cilindro gira in un tino pieno di polpa. Acqua č succhiata fuori attraverso una fognatura nel cilindro, andando via un strato di polpa sulla superficie di maglia di filo. Alla cima del cilindro un nastro senza fine di feltro di lana sceglie sullo strato di bagni polpa e lo porta al rotolo penetrante dove un operatore fa un tagli parallelo all'asse di rotolo e bucce via la polpa in fogli quello č accatastato per spremere in una stampa idraulica. Finally, i fogli sono asciugati e sono calandrati (spremč fra lisci chi arrotola).
Ogni foglio č 86 x 56cm. che Il peso della carta varia da 65 grammi per metro di piazza (il gsm) per scrivendo e stampare carte a su 300gsm per packaging. Fra le domande molte sono buste, coperte di archivio, schede di archivio, isolamento, e carta di filtro.
La maggior parte dell'acqua usata nel processo č recuperata ma c'č un il consumo netto di approssimativamente 46,000 litri in 24 ore. La pianta include un numero di tre-fase motori elettrici. assume 12-16 lavoratori per turno, piů gestione. secondo UNIDO valuta, investimento di capitale in un mulino in questa serie di taglia sarebbe su US$100,000.
CINQUE - A PIANTE DELLA CARTA DELLA TRENTA-TONNELLATA-PER-GIORNO
Una macchina tipica in questa serie č illustrata in Figura 2. per 30-tonnellata-per-giorno
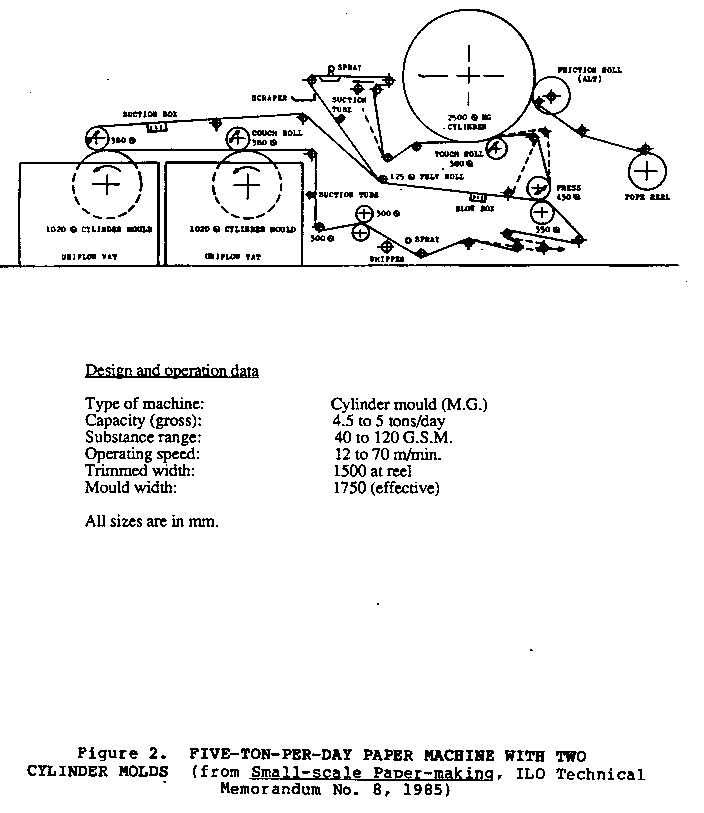
macchina non sarebbe grandemente diversa: puň abbia piů dryers, probabilmente una terza stampa e corra piů veloce, alimentato con investimento di Capitale di stock. appropriato per un 10 - a 25-TPD macchina č valutata da UNIDO per essere verso US$4 milione.
Un hydropulper semplice č usato per fare polpa. ha un cilindrico serbatoio di acciaio con una ventola " rotante " (come un costruě fortemente ventilatore) nel base. La ventola turbina l'acqua, taglio netto la carta, poi le miscele la polpa. nel quale Il processo č compiuto lotti e dei contrario sono rimossi fisicamente ad intervalli. Contrario altri, come sequenza i fili, bagnato-forza tappezza, o di plastica, č rimosso da una " corda " di ragger continuamente o, di quando in quando, un " faccia a pezzi trappola. " addetto alle pulizie centrifughi ed Ad alta densitŕ e pressurizzato o schermi vibranti sono usati anche. che Questo č seguito in degli esempi da addetto alle pulizie di basso-densitŕ con su a tre palcoscenici, per rimuovere plastica ed adhesives.
La produzione del mulino di polpa richiede bastonata o raffinando prima puň essere fatto in paper. che Questo č fatto con un " Hollander, " un rotolo che porta sbarre pesanti che ruotano in un trogolo forte, al fondo di che č piů sbarre. Il rotolo batte le fibre contro le sbarre di trogolo ed anche le pompe la polpa circa il trough. Raffinando fortifica il prodotto di carta, e produce un polpa piů costante.
Consistenza č la percento da peso del peso di asciugi polpa a il peso dello slurry bagnato (o mistura semi-essiccata di polpa e spappoli piů acqua) . Per esempio, 6 consistenza di percento č circa 6kg di asciugi polpa piů 100kg di acqua, e questo č come un spesso zuppa; 30 consistenza di percento č come un bagnato ma non gocciolando giornale.
Papermaking comporta il maneggio e trattando di molto sottile strati di polpa che č debole nel suo stato bagnato. Maintaining il consistenza corretta č perciň vitale. Ma uno dei problemi di papermaking su piccola scala č che i controlli necessari per mantenendo la consistenza destra puň essere omesso per ridurre spese. Approvvigioni anche preparazione include pulizie, mentre proteggendo (rimuovere grumi di polpa o la questione straniera), e la somma di chemicals + tinte.
In mulini piů moderni, raffinatori sono usati. In un raffinatore, polpa scorta č alimentata nel centro di due piatti di appartamento con sbarre per spazzolando il fiber. Un piatto č riparato, il rotating. altro Come la fibra, a 3-4 consistenza di percento si muove dal centro a l'orlo, č spazzolato dalle sbarre.
In India (ma pressocché in nessun luogo altro), macchine di Fourdrinier piccole č conveniente e prontamente disponibile. La polpa č dispensata dal scatola " di " testa sopra un cappio continuo di multi maglia di filo sostenuta da chi arrotola rapidamente ruotando che succhiano l'acqua dal pulp. Il chi arrotola succhia fuori acqua sufficiente per il foglio, ora semi-solido, lasciare la maglia telegrafare e, sostenne su cinture di feltro porose, a passi attraverso due o tre set di stampa-rotoli. lascia questi con approssimativamente 60 acqua di percento. L'acqua di eccesso č rimossa dal dryer, un ordine di 16 cilindri che asciugano vaporizzare-riscaldati ognuno circa 1.5m in diametro contro i quali la carta č contenuta fermamente da feltri e rollers. piů piccolo Un set di luccicante-lisci calandri rotoli dŕ una fine di superficie dura, liscia alla carta che č suonata poi in una lunghezza continua sopra cilindri di cartone forti, formare un bobina di su un metro in diametro, contenendo centinaio di metri di carta continua.
L'ampiezza delle macchine di Fourdrinier piccole raramente č piů che 1.75 a 2.5 meters. Plants di qualche genere puň produrre tappezza da 50gsm a 150gsm in gradi piů, e corre a piů di 100 metri per minute. che finalmente Il tonnellaggio di carta ha prodotto saranno circa il 85 percento del peso di contributo di carta di spreco, e questo puň essere migliorato se l'acqua č pulita e recirculated, cosě che niente fibra č perso.
V. PRODOTTI ALTERNATIVI DA CARTA DI SPRECO
FRUTTA E CARTONI DI UOVO PROM SPRECO CARTA POLPA
Un altro processo fa cartoni di uovo da polpa di carta che usa un su piccola scala tappezzi pianta chiamata il Melbourne Super. Waste che carta č prima bagnato fradicio, poi spappolň e raffinň. Spappolando possono essere fatti in un macchina di lavatura nazionale.
L'attrezzatura include un raffinatore che riduce la polpa a di base fibers. Lo slurry che risultati sono versati sopra un foglio di maglia stirato sul serbatoio di formazione del Melbourne Super ed un munisca di valvole nel serbatoio č aperto. Il prosciugamento di acqua dal serbatoio l'umiditŕ di succhiata dallo strato di polpa dal quale č tirata poi il serbatoio sul suo foglio di maglia. che Lo strato di polpa č piegato su una volta e pigiň specialmente fra plasmň muore, poi č posato asciugare.
Il processo assume quattro persone, ma spese di lavoro sono ridotte quando Macchine di Melbourne super sono insieme batched per produzione piů grande. Produzione č 60 carrelli di uovo per ora, o 60 fogli di carta 84 x 66cm. La macchina richiede solamente 300 watt di power. elettrico la Maggior parte di l'acqua usata č recycled. Floor spazio richiesto č ad angolo retto 2 metri per l'apparato e 5 metri di piazza per asciugare.
Apparato piů sofisticato č disponibile per produrre da 200 a 4,000 carrelli di 30-uovo o prodotti equivalenti per ora. tale macchina č fatta da Tomlinsons, ma ricerca di mercato accurata č essenziale prima di contemplare il costo pesante di una macchina che tende a rendere saturo alcuno ma il mercato piů grande.
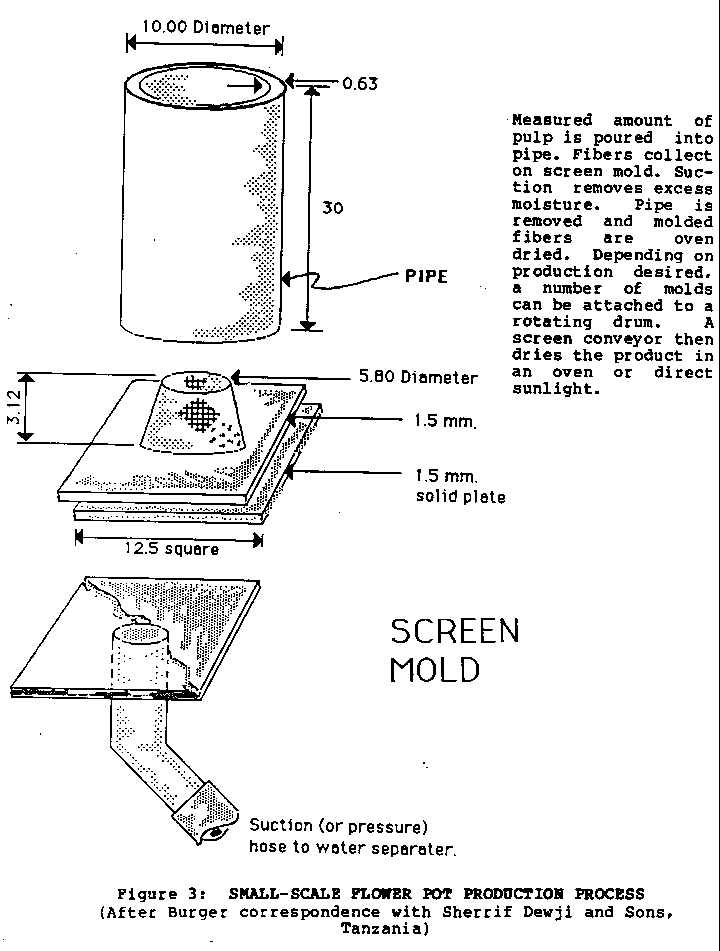
Apparato simile č disponibile o puň essere disegnato specialmente a produca pentole floreali, appartamenti di seme, carrelli di ospedale ecc. (Figura 3).
Un studio di mercato accurato dovrebbe essere fatto prima di investire in cosě attrezzatura.
ASFALTATO COPRENDO CON UN TETTO FOGLI
Fogli di copertura con tetto di scarsa qualitŕ, a buon mercato con una vita di approssimativamente cinque anni possono essere fatti dai gradi molto piů basso di spreco mescolato gradi di carta a causa di che non sarebbero accettabili per papermaking l'ammontare di immondizia e presente di contrario. Una fabbrica con tre spese di macchine che forgiano approssimativamente $200,000 per pianta ed apparato e produrre approssimativamente 8,000 fogli quotidiano, ognuno approssimativamente 1 metro di piazza in area (piů di due milioni di metri di piazza annualmente). approssimativamente 35 persone hanno un lavoro e 50 tonnellate metriche di carta per settimana sono used. In India, le vendite al dettaglio di materiale di copertura con tetto a circa il $0.25 per foglio; in America Meridionale, ad approssimativamente $0.60 per foglio. Il manifatturiero processo consiste dei passi seguenti:
1. La carta di spreco č lavata e spappolata in un hydropulper. Un mulino di martello meccanico o un battitoio di Hollander puň essere usň invece.
2. che La polpa č passata attraverso un schermo, rimuovere immondizia Arenaria di , o impuities altro, ed una macchina di asse-formazione (simile a quello giŕ descritto per un'uno-tonnellata-per-giorno tappezza macchina), produrre una lunghezza continua di Asse di che č tagliato a lunghezza come viene via la macchina.
3. L'asse č sparso sulla terra ed essiccato nell'aperto aera. che Gli orli sono aggiustati su un slitter che ruota.
4. L'asse passa attraverso un forno alla fine di che sta corrugando rollers. che I fogli corrugati sono aggiustň poi di nuovo ed accatastato in culle.
5. Prossimo, loro sono bagnati in un bagno di asfalto caldo. (Asfalto č infiammabile cosě i mezzi di scaldare devono essere scelto attentamente. ) che L'asfalto indurisce rapidamente ad aria La temperatura di ed i fogli sono scaricati e sono accatastati.
6. Quando piuttosto sodo i fogli sono uni:
- legato con un nastro in fasci per vendita come terza qualitŕ;
- spruzzň con frammenti minerali (mentre asfalto č molle) prima di impaccando come seconda qualitŕ; o
- la mano di dipinse ed impaccň come prima qualitŕ.
BIBLIOGRAPHY/SUGGESTED READING L'ELENCO
Ainsworth, J.H. " Paper che i 5 si Meravigliano " Tommaso Printing e Pubblicando Societŕ di , 1959.
La Tecnologia Industriale ed adatta per Prodotti di Carta e Piccolo Pulp i Mulini. Vienna di , Austria: Nazioni Unito Industriale Sviluppo Organizzazione (UNIDO), 1979.
Sopporti, S. " L'Art Eccellente di Stampare, " Atlantico Monthly, aprile 1974 (112-115).
Becker, W.J. " I primi Dieci anni del Fourdrinier, " Carta Trade il Diario, il 17 aprile 1972 (34-41).
Becker, W.J. " I primi 145 anni della Macchina di Carta nel Gli Stati Uniti di , " Carta Diario Commerciale, maggio 27 1972 (140-150).
Casey, James P. " Papermaking, " Polpa e Carta, Vol. II, New York, Nuovo York di : Interscience Editori, Inc., 1960.
Goodwin, Rutherford " Il William Mulino della Carta dei Parchi a Williamsburg, Virginia " di , Lexington Virqinia: Societŕ Bibliografica dell'America, 1939.
Cacciatore, Dard Papermaking Pellegrinaggio a Giappone, Corea, e Cina New York di , 1936.
Cacciatore, Dard Papermaking, New York, New York: Alfredo A. Knopf, 1967.
Cacciatore, Dard Papermaking nella Classe la Stampa delle Arti del Manuale Peoria, Illinois.
Cacciatore, Dard " Watermarking Carte Fatto a mano, americano " Scientifico il 26 marzo 1921.
Norris, F.H. Paper e Tappezza Creazione, New York, Oxford di York: Nuovo Universitŕ Stampa, 1951.
Sarjeant, Pietro T. Hand Papermaking Manual. Covington,Virginia: Paper Fanno, 1976.
Tappezzare-creazione su piccola scala, ILO Memorandum Tecnico N.ro 8. Ginevra di , Svizzera: International Operano Ufficio, 1985.
Sweetman, J. " Making Carta di Mano, la Tecnologia " Adatta, VOL. 3, N.ro 4. Londra: Pubblicazioni di Tecnologia Intermedie LTD.
Tommaso, C. La Carta Londra di Chain.: Terra Risorse Ricerca LTD., 1977.
Tsein, la Cina di Tsuen-Hsuin ", la Patria di Carta che Stampa un Moveable Tipo, " Polpa e Carta Diario Internazionale, febbraio 1974.
von Hagen, V.W. L'azteco e Maya Papermakers, New York, Nuovo York di : Libri di Art piů Banali, 1944.
Occidentale, A.W. Polpa a scala ridotta e Tappezza Prodotto, Londra Pubblicazioni di Tecnologia Intermedie Ltd., 1979.
ATTREZZATURA FORNITORI
Paper Pianta di Mulino e Apparato Fabbricanti Ltd. 181 S V Strada JOGESHWARI, BOMBAY la 400060 India
Hindon Engineering i Lavori CLUBLEY, BAJORIA MARG SAHARANPUR 247001 Sull'India
INDO BEROLINA INDUSTRIEA, PVT. Ltd. I.B.I. Casa 5-86 Andheri Kurla Strada BOMBAY la 400059 India
Jessop e Co Ltd. 63 Netaji Subhas Strada P.O. Inscatoli 108 Calcutta, India
FONTI DI DI INFORMAZIONI
L'associazione della Polpa e Tappezza Industria Un Parco di Dunwoody Atlanta, Georgia 30341
Scriva per libretto di quattro-pagina gratis, " Come Lei puň Fare Carta ": americano Carta Istituto 260 Viale di Madison New York di , NY