VITA
1600 Bulevar de Wilson, Colección 500, ARLINGTON, VIRGNIA 22209 EE.UU. TEL: 703/276-1800 * el facsímil: 703/243-1865 Internet: pr-info@vita.org el 1984 dado marzo
[el LENGUAJE C] 1984, Voluntarios en la Ayuda Técnica, Inc.
EL ÍNDICE DE MATERIAS DE
Los reconocimientos
1. La Introducción de
-
Los Objetivos de
2. Los Procedimientos de
-
La Selección de de técnicas
-
La Eficacia de prueba
-
La Economía de
-
La Aceptabilidad de
-
La materia prima de
3. Results y discusión
-
La Eficacia de
-
La Economía de
-
La Aceptabilidad de
-
La materia prima de
-
La Carbón de leńa calidad
4. Las Conclusiones de
Appendixes
La I. Construcción y uso de carbonizar las técnicas el Montserration carbón hoyo El 3-cańería de el horno de CUSAB Mini el horno de Montserratian el horno de Tongan New Hampshire (Rock Negro) el horno jamaicano la réplica mordaz con el condensador de alquitrán jamaicano la réplica mordaz con las lumbreras de gas
II. los procedimientos de testing de eficacia Relativos para los hornos del carbón de leńa
III. La Carbón de leńa horno datos de ensayo hoja
IV. Las Especies de de madera normalmente usaron en la producción del carbón de leńa
La bibliografía
LOS RECONOCIMIENTOS DE
La información presentada aquí es el resultado de la cooperación de muchas personas en varios organizations. UNA lista parcial incluye: C.T. John, John Pitman, Nymphus Meade, y Franklyn Margetson de el Gobierno de Montserrat; Dan Chalmers, Jeffrey Dellimore, El Carolyn Cozier, y David Moore del Banco de Desarrollo del Caribe (CDB); y Richard R. Fera, John M. Downey, Jane Kenny, Margaret, Agáchese, y Julie Berman de VITA.
Las personas directamente involucrado con los autores al sitio del proyecto era Joseph Daniel, Meredith White, y James Silcott.
Se extiende la gratitud a las muchas secretarias, los quemadores de carbón, los artesanos, y otros que hecho este proyecto posible.
1. LA INTRODUCCIÓN DE
Antes de la crisis de energía de 1973, la mayoría de las personas en Montserrat usó el petróleo líquido gasea (1pg) para cooking. Desde que entonces, muchas casas han cambiado a los combustibles más tradicionales a combata las marchas del precio resultantes y escaseces de 1pg, con el el resultado que el 1980 Estado Libre Asociado el Censo de la Población caribeńo (GOM, 1980) estimó que 40 por ciento de casas de Montserratian cocinado con madera y charcoal. En 1981 el Gobierno de Montserrat (GOM) se estimuló en el acción estos revelations. Comprendiendo que un retorno macizo a los combustibles tradicionales pudiera tener los efectos desastrosos en el ambiente local, y sospechando eso los métodos del hoyo tradicionales de convertir madera en el carbón de leńa sea ineficaz, el GOM actuó para reunir los recursos y la especialización para estudiar maneras dado aumentar la eficacia de carbón de leńa la producción. Este esfuerzo ayudaría asegure un suministro futuro de el combustible renovable local de los recursos del bosque.
Con la ayuda financiera y de supervisión del Desarrollo caribeńo El Banco (CDB) y ayuda financiera y directiva de Voluntarios en la Ayuda Técnica (VITA), el Montserrat Fuelwood/Charcoal / El Proyecto de Cookstove empezó en 1982. [1] El Proyecto era un integró acerqúese a encontrar las maneras buenas dado sustituir local la energía renovable para importó, fuels. líquido-basado Este informe regalos que los resultados del carbón de leńa dividen del proyecto.
Montserrat es una isla pequeńa en el Caribe con una área de 39 las millas cuadradas y una población de 11,606 (GOM, 1980) . Approximately se producen 270 toneladas de carbón de leńa cada ańo por aproximadamente 150 jornada incompleta productores (Wartluft, 1983) . All de este carbón de leńa se produce en hoyos excavados en la tierra.
La literatura mundial en la producción del carbón de leńa presenta el hoyo el método como inefficient. por ejemplo, varias publicaciones informan un la eficacia máxima de 15 por ciento para los hoyos (Agarwal, 1980; Roos, 1979; el conde, 1975) . Uno va hasta ahora acerca del estado que para este tipo de rendimiento en una base del peso en seco la carbonización tiene que ser perfecto, y el hoyo encajó con una abertura pipe. Deal los informes un mucho superior la eficacia de 20 por ciento (20 patios cúbicos apilados de madera los rendimientos 1 tonelada de carbón de leńa) en una base de peso verde para los hornos de tierra en Uganda (el Conde, 1974) . En estas publicaciones, todos los otros tipos de se informan los hornos para dar los rendimientos superiores que la tierra deshuesa, mientras promediando alrededor de 25 por ciento en un húmedo o seca al aire el peso basis. Algunos la mención es hecho de la variabilidad alta de rendimientos del hoyo los métodos. En algunos casos las eficacias por ciento se dan sin la referencia a la base usada (seco, seque al aire, o el peso húmedo) o si se tomaron los dimensiones realmente.
[1] CDB y VITA consolida en este proyecto era de USAID es renovable el proyecto de energía.
Cuando madera se convierte al carbón de leńa, encima de la la mitad del valor de energía, está perdido. Por qué entonces incluso considera el carbón de leńa si la eficacia es el żel problema? que La razón más convincente es que ese carbón de leńa se prefiere. Se prefiere porque es más ligero y menos voluminoso, mientras haciéndolo más fácil al Carbón de leńa de transport. guarda indefinidamente, considerando que madera se ataca por los insectos y hongos que reducen su valor de energía. Y el carbón de leńa está una fuente de calor más concentrada y opción de venta de acciones fuera menos el humo que wood. UNA razón menos obvia es esa carbonización de madera es una manera fácil dado romper abajo los pedazos grandes a un tamańo fácil a el uso para cooking. Otherwise, los pedazos grandes podrían pudrirse adelante el el suelo del bosque (FAO, 1983).
LOS OBJETIVOS
Los objetivos del proyecto eran a:
- suplente el combustible renovable local para el combustible importado,
- uso el recurso del bosque sabiamente, y
- crean industria local y empleo.
Más específicamente para la porción del carbón de leńa del proyecto, nosotros querido encontrar las técnicas de producción de carbón de leńa buenas en las condiciones de eficacia, economía, y acceptability. Una técnica eficaz produzca la mayor cantidad de carbón de leńa de calidad bueno de la cantidad más pequeńa de madera y labor input. Pero él tenga que ser barato como well. Y sin tener en cuenta la eficacia + economía, para hacer un impacto la técnica tendría que ser aceptable a los productores del carbón de leńa.
2. LOS PROCEDIMIENTOS DE
Para encontrarse estos objetivos, nosotros seleccionamos ocho planes para comparar con la norma ' el hoyo " de carbón. Nuestra investigación marcó la primera vez ese tantas tecnologías del carbón de leńa simples eran científicamente probado por el mismo equipo en la misma situación y bajo el mismo las condiciones.
LA SELECCIÓN DE TÉCNICAS
Varios criterio se usó seleccionando las técnicas de la carbonización para testing. comparativo Nosotros quisimos las técnicas simples, baratas equipos usando que eran capaz de ser fabricaron localmente. A excepto tiempo, nosotros seleccionamos técnicas que ya habían sido probadas y informado adelante en la literatura.
A la salida, se seleccionaron cinco planes:
* el 12-cańería CUSAB mini (Pequeńo, 1978), * el horno del costarriqueńo (Instituto Tecnologico de Costa Rica), * el horno de Tongan (BuLai y Rocholson), * el horno de New Hampshire (Baldwin, 1958), y * la réplica mordaz jamaicana con el condensador de alquitrán (VITA, 1978) (Jamaica el Consejo de la Investigación Científico) (el Apéndice I).
De éstos, se modificaron dos ante testing. El ronda, despullado, El horno de New Hampshire se construyó con los lados rectos y en un octágono la forma debido a la tienda limitations. El 90-cúbico-pie que el tamańo era dictado por el tamańo de láminas de acero available. El jamaicano retuerza como presentado en la literatura se construye con seis u ocho el 50-galón usado el aceite drums. Para nuestra investigación propone, y para hacer la réplica mordaz más portátil, nosotros usamos simplemente dos tambores soldados juntos.
Otras modificaciones eran hecho para mejorar el funcionamiento del equipment. Nuestra primera modificación era a la costarriqueńa horno que tomó demasiado largo para carbonizar madera y produjo muchos las marcas (no totalmente carbonizó pedazos de madera) . Nosotros dejamos caer el Modelo del costarriqueńo, y dobló nuestro horno modificado el " Montserratian ". En el lugar de dos 6-pulgada agujeros cuadrados en el fondo del tambor, nosotros pusimos una 6-pulgada redonda agujero del diámetro en el centro del el fondo. para eliminar teniendo que volverse el tambor al revés para sellar él fuera de por refrescar, nosotros dejamos el labio a una 1-1/2-pulgada alrededor del borde cuando recortando el top. En esto, una cima llena de otro tambor o un el pedazo redondo de chapa galvanizada en que la Arena de rested. metal fue amontonada la cima de esto para sellar cualquier openings. El procedimiento que opera era también changed. en lugar de cortando toda la madera a 17 pulgadas y apilando el fondo medio sólidamente, madera estaba cortada la longitud del el tambor y apiló verticalmente, mientras dejando el diámetro a una 6-pulgada de cuerpo entero abriendo en el centro para la ignición y paso de aire.
El 12-cańería CUSAB mini era muy molesto operar, con estańo, latas que se caen y aire falso de clay. increíble Del la literatura nosotros encontramos una modificación que usa simplemente tres cańerías en cambio de latas de estańo arcilla-llenas para sellar la cańería ends. Las cańerías eran enhebrado y los tapones extremos simplemente se atornillaron adelante por hand. Nosotros también sellado a este modelo de la misma manera como el Montserratian eliminar la necesidad de volverse la parte superior del tambor down. El 12-cańería modelo se discontinuó a favor del modelo del 3-cańería.
Se hicieron varias modificaciones al retort. UN problema serio era que las nueces oxidaron hacia las saetas cuando acalorado, haciéndolos difícil a loosen. First nosotros probamos la soldadura una 1/2-pulgada el rebar alrededor de la apertura del tambor a que las cabezas de saeta de tapa eran entonces soldado. Esto impidió a las saetas volverse con el nuts. Pero nuestra segunda modificación con las etiquetas, hendeduras, y cuńas era más más eficaz. en que El anillo reforzando se retuvo como una base fornida qué para soldar las etiquetas ranuradas.
Porque el alquitrán tan pequeńo fue producido--aproximadamente 1 pinta por el cargo--nosotros intentado y prefirió la réplica mordaz con el gas ports. There era sobre un 50 economías por ciento en el combustible del trozo y el tiempo obrero necesitó correr el proceso con las lumbreras de gas, pero ventaja similar pequeńa para alquitranar la producción. Nosotros encontramos la colocación buena para las cańerías de gas era en el afronte tercera sección de cada drum. Otra innovación eficaz con el modelo de la lumbrera de gas el uso de un pedazo de estańo era cubrir los firebox que abren las lumbreras de gas una vez eran lit. Esto ayudado guarde caliente en y fresco pasa out. Sin esto, la réplica mordaz produjo más marcas cerca de la tapa.
La última modificación a las réplicas mordaz era un cemento aislado el bloque y vertió, cemento armado que aloja encima de la réplica mordaz. Los tambores, montado en las piernas un pie altas, resbale en o fuera para reparación o replacement. que Esto se hizo después de la quemadura octava encendido la réplica mordaz quemado el estańo que apoyó el aislamiento de tierra. Los cost de reemplazar el estańo cada ocho quemaduras representaron sobre medio el valor del product. La economía de esta modificación los restos ser demostrado, como él se construyó cerca del extremo de testing. Sin embargo, el cemento y bloques de cemento contienen arriba bien bajo el calor Montserrat.
LAS PRUEBAS DE EFICACIA
Por lo menos cinco pruebas eran hecho en cada horno y plan de la réplica mordaz. Se hicieron las pruebas medir el rendimiento en las libras de comerciable el carbón de leńa por lo que se refiere al peso horno-seco de madera used. Marketable el carbón de leńa era que que no pasó a través de una 1-pulgada la malla la pantalla. para llegar a los pesos horno-secos de madera, nosotros determinamos el el estado higrométrico de discos de la muestra que estaban cortado de la madera entrando en cada cargo de la prueba (los Apéndices II e III).
Se usaron el mismo suministro de madera, situación, y operadores para todos las pruebas salvo aquéllos en " los hoyos " de carbón. Los dimensiones eran hecho adelante el carbón real deshuesa a ser operado por los Montserratian " carbón quemadores ".
Se expresaron resultados de estas pruebas como el rendimiento del por ciento adelante un la base horno-seca: el número de libras de carbón de leńa produjo de cada 100 libras de madera horno-seca used. Como una materia de interés, ellos también se expresaron como el poder calorífico neto por ciento; es decir, el Btu de carbón de leńa rendido de cada 100 Btu de entrada de madera.
LA ECONOMÍA
En el orden para determinar la economía de usar el carbonizando diferente las técnicas, se guardaron los archivos en la labor y materiales el coste a construye el equipo, cualquier coste de mantenimiento incurrió en durante el funcionamiento, y el número de horas de la persona de trabajo involucró en operando el equipment. Junto con los datos de las pruebas del rendimiento adelante el la media cantidad de carbón de leńa por la quemadura, el número de quemaduras posible por un ańo, y vida de equipo, nosotros pudimos calcular el los beneficios por el dólar de inversión, con y sin el costos de mano de obra.
Los beneficios encima de la vida del equipo eran calculados usando el rendimiento medio de carbón de leńa por la quemadura, tiempos las quemaduras estimadas por ańo (50 semanas) para el funcionamiento jornada completa, tiempos los estimamos el número de ańos de vida de equipo, tiempos el precio de carbón de leńa, estimado a CEE $.50 por pound. Desde que el carbón de leńa se vende por el volumen a EC$5 por estańo (9 x 9 x 14 pulgadas), su precio por la libra varía con la masa específica de charcoal. UN estańo típico de carbón de leńa pesa de 10 a 12 libras (CEE $.50 a $.42 por la libra).
La Inversión encima de la vida del equipo era figurada como el el cost de la compra total más cualquier coste de mantenimiento incurrido en durante la vida de la Inversión de equipment. y costos de mano de obra incluyó la ventaja anterior que las horas de la persona necesitaron operar el equipo tiempos EC$3 por hora el rate obrero.
Las figuras comparativas usadas eran los beneficios divididos por la inversión más labor. Los resultados mostraron el ingreso esperado derivado de cada dólar de gasto con y sin el costos de mano de obra.
LA ACEPTABILIDAD
La regeneración de las pruebas del campo de técnicas diferentes con Montserratian los quemadores de carbón nos ayudaron a juzgar la aceptación relativa de el techniques. para presentar las técnicas a los quemadores de carbón, nosotros, sostenido una demostración bien-anunciada de todo el models. para ayudar asegure a un público que nosotros enviamos a una carta a cada quemador de carbón conocido, y ofreció fare. al almuerzo y a autobús Durante la demostración nosotros ofrecido prestar hornos y réplicas mordaz a los interesados en cambio de para la regeneración en lo que les gustó o detestaron sobre el las técnicas diferentes, y por qué.
LA MATERIA PRIMA
De las observaciones de métodos locales de producción del carbón de leńa y la conversación con los quemadores de carbón, nosotros ganamos una apreciación para el las especies preferidas, los tamańos, y la humedad condiciona de la madera usado.
Nosotros tomamos que varios estado higrométrico proba de madera del fresco-corte a determine qué especies eran los más secos, y por consiguiente más eficaz por carbonizar sin seasoning. Para tres del la mayoría de las especies populares, nosotros tomamos las muestras del estado higrométrico periódicas de montones que sazonan bajo el tejado para 10 months. Esto indicar era la cantidad de tiempo necesario para sazonar estas especies para airear la condición seca, aproximadamente 20-25 estado higrométrico por ciento (la base verde).
3. RESULTS LA DISCUSIÓN DEL AND
LA EFICACIA
Fuera de las 16.56 toneladas horno-secas de madera procesadas en 51 pruebas, el más técnica de la carbonización eficaz por lo que se refiere al rendimiento era el la réplica mordaz. La réplica mordaz con el condensador de alquitrán promedió 34 libras, y el retuerza con las lumbreras de gas promedió 33 libras de carbón de leńa por 100 las libras de madera horno-seca (vea Mesa 1.)
La Mesa de 1. rendimientos medios de Carbón de leńa por el Método de la Carbonización
YIELD Average Madera de el Rendimiento de
La Humedad de el Precio neto de Horno-seco Satisfecho el Yield Calor Horno-seco El carbono - (el por ciento) el Peso de el Coefficient Valor el ization No. of (la Base del green de Base de
El método el basis) de Trials (el por ciento) la Variación de (el por ciento)
Retuerza 11 21 34 .22 51 con el alquitrán el condensador
Retuerza 7 25 33 .29 50 con el gas los puertos
MONTSER - 7 32 29 .10 45 el ratian los carbones deshuesan
Nuevo 6 27 26 .37 40 Hampshire el horno
TONGAN 6 24 23 .45 36 el horno
mini 5 27 22 .24 35 CUSAB el horno
MONTSER - 9 26 21 .35 32 el ratian el horno
Entre los hornos, los rendimientos disminuyeron con el tamańo del horno decreciente. El horno más grande, los carbones deshuesan, tenía un rendimiento medio de 29 libras y los tres hornos del solo-tambor pequeńos tenían rendimientos que promedian 22 las libras de carbón de leńa por 100 libras de madera horno-seca. En entre éstos eran el New Hampshire horno rendimiento de 26 libras para cada 100 las libras de wood. horno-seco es interesante ver que el carbón los rendimientos del hoyo variaron menos de cualquiera del others. que Esto es más más la deuda probable a la experiencia extensa de operadores de hoyo de carbón.
Con la excepción del carbón deshuesa, nuestros resultados eran comparables a los resultados de ensayos en otras partes del world. Nuestro CUSAB Mini y modelos de Tongan estaban dentro de 1 por ciento de los rendimientos encontrado para estos modelos en Fiji (Rocholson y Alston) . El New Hampshire el rendimiento del horno de aproximadamente 24 por ciento en un comparaciones del clima frías con nuestro rendimiento medio de 26 por ciento (Baldwin, 1958) . El bien el Instituto de los Productos Tropical conocido (la TPI) el horno de plan similar y la capacidad tenía rendimientos que promedian 26 por ciento en los ensayos de siete los países (Paddon y Parker, 1979; FAO, 1983) . Y en Ghana un el horno similar tenía los rendimientos de 22 a 26 por ciento (Lejeune, 1983).
Las réplicas mordaz tienen los rendimientos superiores porque toda la madera es reconstruida a charcoal. En los hornos, alguna de la madera se quema para proporcionar lejos el calor del proceso, mientras cualquier combustible del trozo puede usarse para carbonizar el madera en el retort. por ejemplo, durante nuestras pruebas nosotros usamos el coco las cáscaras, trozos de una madera vecina la tienda activa, la tendencia, madera, madera de especies no satisfechas para la conversión al carbón de leńa, como vistoso, ramas de especies del carbón de leńa aceptables que era demasiado pequeńo para ser comerciable, y el cartón desecha del el supermercado. Retorts usan los gases que salen de la madera, mientras los hornos gastan la mayoría de estos gases. En el modelo con el condensador de alquitrán, se condensan los gases en alquitrán que es útil conservando madera y metal y remendando roofs. En el modelo con las lumbreras de gas, los gases se vueltos parte del combustible para el proceso.
Aunque la réplica mordaz extiende el recurso utilizable y da los rendimientos superiores, requiere más trabajo que recoge fuel. aproximadamente 350 se usaron libras de combustible de madera de trozo por cinco-hora que dispara del retuerza con el alquitrán condenser. cerca de medio tanto combustible y horas de la persona fueron usadas por la réplica mordaz con el gas ports. trescientos cincuenta libras de 1 - 6-mover poco a poco madera del diámetro está menos de la mitad de una recogida load. que El mismo peso de ramas ligeras podría tomar arriba a dos recogida loads. La carga de la recogida típica de corvo la madera verde pesó 1500 libras.
Los " carbones deshuesan " el horno de tierra hizo mucho mejor que esperado. El el proceso lentamente carbonizando y las más bajo temperaturas usaron en el el hoyo de carbón no manejó fuera del tantos volatiles de la madera como el los hornos de temperatura más rápidos, superiores y retorts. como resultado, el el carbón de leńa de los hoyos de carbón era más pesado que que de los hornos y las réplicas mordaz. Nosotros operamos nuestros hornos y réplicas mordaz rápidamente, como uno del se supusieron las ventajas para ser un tiempo de vuelta al servicio dando más corto potencial para production. mayor Desde el peso mayor por el volumen de carbón de leńa de hoyo de carbón era debido al volatiles, el poder calorífico, por el volumen greater. estaba que Un estańo de carbón de leńa de hoyo de carbón pesó 12 las libras, considerando que el horno y carbón de leńa de la réplica mordaz de nuestras pruebas pesado aproximadamente 10 libras por los Hornos de tin. y réplicas mordaz puede operarse más despacio, carbón de leńa productivo de peso mayor.
Investigue en Alemania que ha mostrado que toma más energía para manejar la humedad de madera durante la carbonización rápida que hace lentamente en la carbonización. [2] Esto los ahorros de energía en el carbón lento-ardiente los hoyos también contribuyen a sus rendimientos buenos.
Otra diferencia en el funcionamiento del carbón deshuesa contra el los hornos y réplicas mordaz por lo que se refiere a nuestra investigación, era el operador
[2] la comunicación Personal con Dr. Arno Fruhwald.
la experiencia. Los Carbón hoyos fueron operados por los quemadores de carbón veteranos, mientras los hornos y réplicas mordaz fueron operadas por primeros cronómetros. Con los operadores más experimentados, los hornos metales probablemente podrían ser esperado dar bien los rendimientos.
En el orden averiguar la fuerza de fuego necesitaron bajo una réplica mordaz para levantar la temperatura interior al 900 F de los grados óptimo (El USDA Bosque Servicio, 1961), nosotros usamos un pirómetro con el termopar puso en el centro del charge. Cuando nosotros disparamos el retuerza tan duro como nosotros pudimos, la temperatura interior alcanzó un el máximo de 1250 F de los grados al final de la quemadura, cinco horas después de ignition. De esto nosotros aprendimos que un vigoroso pero no extremo el fuego era necesario.
Con respecto a la eficacia por lo que se refiere a horas de la persona, había menos madera que parte para el carbón deshuesa, pero trabajo más duro que recoge el césped y cavando con pala " molde " o suciedad, y separando el molde entonces de el product. acabado que los hornos metales Todo requirieron a algunos bien-cronometrados los ajustes. que El funcionamiento del horno de New Hampshire era relativamente controlable. Cualquier ajuste estaba definido y quedado por allí hasta que el próximo ajuste fuera los Ajustes de made. al los carbones deshuesan estaba menos definido como el molde podría cambiar en cualquier momento y crea un orificio de respiradero no deseado, o cierra uno intencional. Los hornos del solo-tambor requirieron la atención más constante. Los ajustes como agitar el tambor sólo eran temporales y tenidos para frecuentemente ser repetido.
En el contraste al funcionamiento del horno, todos que eran necesario en la réplica mordaz el funcionamiento era atizar el fire. Las fases sucesivas de carbonización era fácil dado discernir en las réplicas mordaz que dieron un el sentido de confianza en el results. esperado UN grupo de 8 - a 14-ańo-viejo los muchachos operaron una réplica mordaz con éxito en su primera prueba sin la vigilancia.
LA ECONOMÍA
Con prácticamente ninguna inversión inicial, el hoyo de carbón estaba claramente el más barato (vea Mesa 2) . Incluso el cost de labor, el hoyo de carbón devolvió un US$8.60 estimado para cada dólar gastado. que El próximo método más íntimo, el horno de New Hampshire, devolvió un US$4.60 estimado por el dólar de expenditure. los Solos tambores debido a los rendimientos bajos, y réplicas mordaz debido a las vidas del calzón, manejó para ganar sólo $1.34 y $1.05 respectivamente para cada dólar de el desembolso. Ninguno de los métodos perdió el dinero según nuestras estimaciones.
Estas comparaciones se hicieron en una unidad de cada tipo. Algún favorable podrían hacerse los ajustes a algunas de las técnicas. El funcionamiento simultáneo de varias unidades de los tambores menores con la suma muy pequeńa para laborar el cost debe aumentar los ingresos. En el caso de las réplicas mordaz, un cambio favorable en la economía podría ser hecho aumentando el tamańo de la unidad.
Mesa 2. La Economía de Diferente Las Carbón de leńa Técnicas
El Carbón de Nuevo Single El artículo el Hoyo de Hampshire la Drums Réplica mordaz
El product/charge del carbón de leńa 654 285 41 77 (pounds) [un]
No. charges/week para el a 1 3 5 3 La unidad de single
El proceeds/year del carbón de leńa 16,350 21,375 5,125 5,775 (EC $) [UN]
El investment inicial 5/burn 3,000 40 400 [el c] (EC $)
El life de equipo 10 2 .05 0.1 (years)
EL OF DE PROCEEDS/DOLLAR 65 14 64 3 INVESTMENT (CEE $)
El to de hours/week de persona 11 21 25 25 operate una sola unidad [el d]
EL OF DE PROCEEDS/DOLLAR 8.60 4.60 1.34 1.05 investment y labor (EC $)
[un] los rendimientos del Carbón de leńa basaron en 5-18 ensayos por la técnica.
[el b] el precio del Carbón de leńa = CEE $.50/pound.
[el c] Primero la instalación, después de esto EC$150.
[el d] el rate Obrero = EC$3/hour; el tipo de cambio: EC$2.70 = US$1.00.
LA ACEPTABILIDAD
El tiempo disponible para gastar con los quemadores de carbón mientras ellos el field-tested los hornos y réplicas mordaz estaban limitadas. Sin embargo, nosotros éramos capaces a reciba alguna regeneración de Montserratians que los probó. Aproximadamente medio los quemadores de carbón de la isla (74) estaba presente a nuestro la demostración que dura todo el día. Después de la demostración, seis Montserratian los hornos, cuatro réplicas mordaz, un horno de Tongan, y uno New Hampshire el horno se prestó para el testing del campo.
El field-tested de productor de carbón de leńa más grande de la isla el New Hampshire el horno. Lo tomó varias quemaduras, uno con nuestro operador del horno, para aprender a operar it. Él ha reducido la velocidad el proceso cerrando todos los orificios de respiradero casi completamente y usando simplemente dos de cuatro chimneys. Esto les ha dado el carbón de leńa pesado a sus clientes ellos want. que Ellos se quejaron del carbón de leńa más ligero que él hizo cuando él lo quemó dentro de 12 hours. que Él mantiene que ellos son empezando a preferir el carbón de leńa del horno metal al carbón de leńa de hoyo de carbón porque enciende más easily. Esto, él figura, es porque él no necesita rociar las ascuas con el agua cuando él hace con el los carbones deshuesan product. que El único problema es que no carboniza bien los pedazos de madera encima de 6 pulgadas en diameter. En el carbón deshuesan, él carboniza los pedazos totalmente a a 16 pulgadas en diameter. que Él exige que su rendimiento es bueno con menos trabajo con el New Hampshire el horno. que Él ha comprado que una cadena usada vio, y el madera cortar es no el problema. Antes de que la cadena viera, él intentó nuestra inclinación vio y vio el caballo y gustó muy los.
Para el carbón deshuese la modificación, nosotros teníamos alguna 4-pulgada que la cańería del diámetro hizo en el 6-pie las chimeneas largas con patas del trípode soldadas en el fondo para guardarlos upright. Este mismo quemador de carbón ha intentado y ha gustado un la chimenea al final de su carbón pit. que Él exige que el proceso es acelerado arriba, el producto es más uniforme, y el rendimiento es bueno que sin el chimney. La chimenea cambia el paso de aire por el humo quitando del fondo del hoyo en lugar de la cima. Esto fuerza más calor más bajo en el cargo y resultados en menos las marcas al fondo del montón.
Las réplicas mordaz se han recibido bien; un hombre probó 11 exitoso las quemaduras, y los muchachos en la Casa del Muchacho ejecutaron quemaduras exitosas, también. No era necesario tener la ayuda de personal de proyecto operar las réplicas mordaz. fuera que un hombre encontró, sin embargo, que ese pedazos grandes, verdes hicieron no carbonice bien en el retort. que El rasgo alquitrán-condensador tiene no se abrazado por cualquier verificador del campo--todos tienen modelos de la lumbrera de gas.
Los hornos del solo-tambor se solicitaron por varios Montserratians quién quiso hacer el carbón de leńa a la fecha para su propio use., nosotros no hemos recibido ninguna contestación entusiástica de los verificadores del campo de estos Problemas de models. parece ser el humo en los ojos, y también mucha atención necesitada comparado a los pit. Again de un carbones menudos, nosotros, no ha tenido el tiempo necesitado encontrarse con estas personas ayudar consígalos empezado. En la salida del proyecto, la portabilidad de hornos estaba ser de importance. mayor que Nosotros aprendimos, sin embargo, que la gran mayoría de los hoyos de carbón están cercanos las casas del quemador de carbón para que ellos pueden controlar ellos better. que Ellos nos contaron los esfuerzos gastados de poner un hoyo en el bosque sólo a él " hace el soplo " a las cenizas porque pudo no se supervise rutinariamente que los well. Carbón quemadores pagan por transportar madera a su houses. La distancia raramente está más de tres las millas. Ellos hacen su propia corte y amontonando a la orilla del camino.
LA MATERIA PRIMA
De ańos de experiencia, los quemadores de carbón han encontrado fuera que las especies son muy convenientes para el carbón de leńa production. que Éstos aparecen en una lista en el Apéndice IV en el orden aproximado de prioridad.
La humedad en madera tiene un efecto negativo en el rendimiento del carbón de leńa, ambos en la cantidad y en los time. Carbón quemadores sepa esto, pero mucho la madera verde se carboniza por las razones de Fresco-corte de expediency.
se listan los estados higrométricos en el Apéndice IV para las especies nosotros medido. Tres de las especies más comúnes secó al óptimo las condiciones en aproximadamente dos meses (Figura 1) . Después de este tiempo,
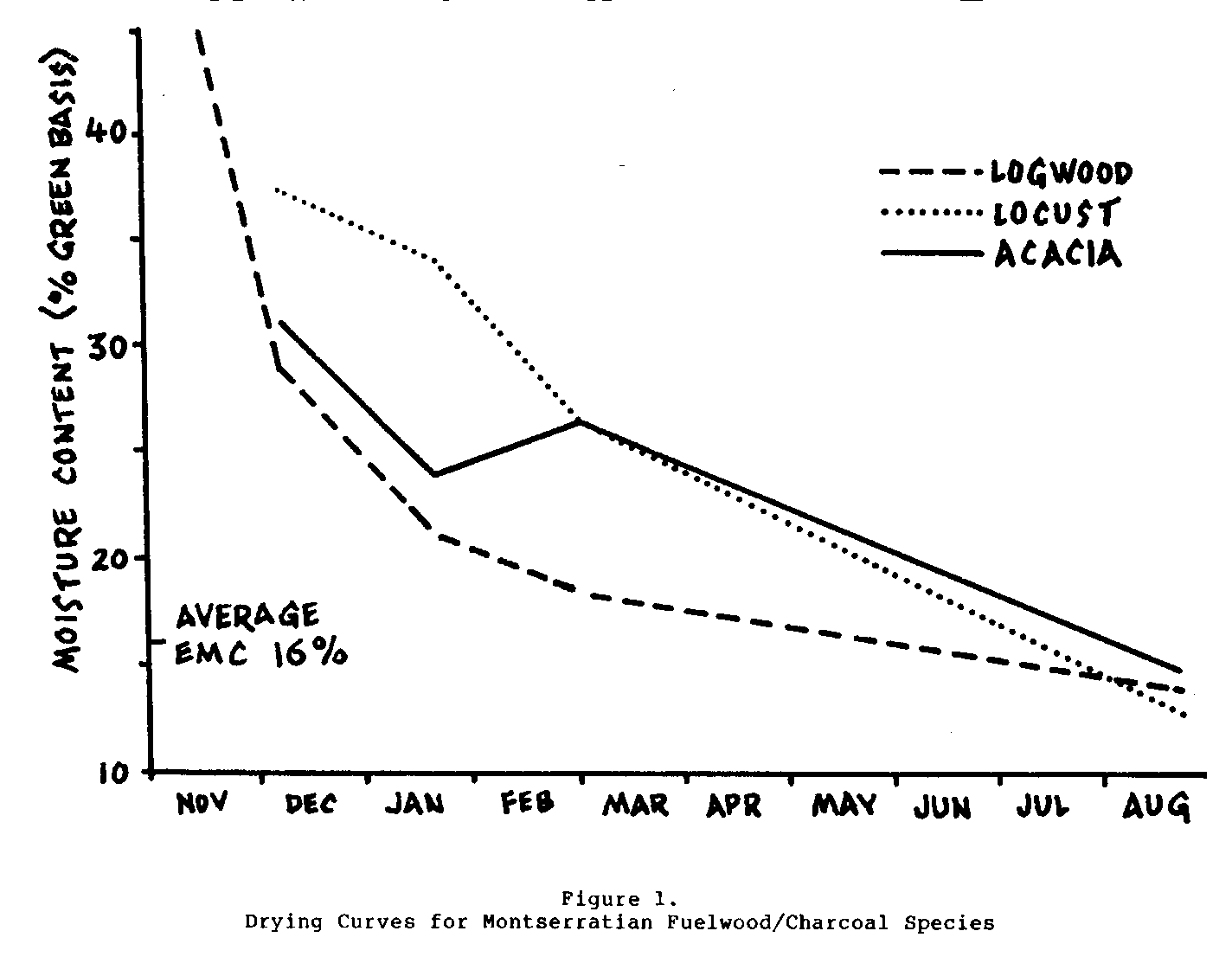
secando retardaron considerablemente y la destrucción del insecto construyó up. Montserratian los quemadores de carbón sazonan a menudo su madera para dos a cuatro semanas, a veces more. Nosotros calculamos el efecto de sazonar adelante el carbón de leńa yield. Para esos ensayos dónde la madera era anterior 35 el estado higrométrico por ciento (la base verde), el rendimiento medio era 24 el por ciento. Para madera con menos de 20 estado higrométrico por ciento (la base verde), el rendimiento medio era 28 percent. Estos dimensiones se tomó encima de todos los modelos del horno diferentes.
Por convertir peso verde de madera al volumen cúbico apilado y viceversa, varios dimensiones eran hecho durante el recurso la fase de valoración del project. que Mesa 3 da a los resultados para las especies listadas en el Apéndice IV.
La Mesa de 3. factores de conversión para el Green Weight de Madera al Volumen Cúbico Apilado
La Conversión de (las libras verdes Type de Madera por el pie cúbico apilado)
Suitable para el carbón de leńa-- 22 menos de o iguala a 3. 8 pulgadas La diámetro pecho altura (el dbh)
Greater que 3.8 mueven poco a poco el dbh 27
Not conveniente para el carbón de leńa 19
23 Global
Estos factores de conversión pueden ser útiles estimando los rendimientos donde ninguna balanza es available. O ellos pueden usarse para convertir los dimensiones de la silvicultura normalmente usados de volumen apilado para pesar para valor de combustible o estimaciones de conversión de carbón de leńa.
LA CALIDAD DEL CARBÓN DE LEŃA
A lo que es la calidad buena por el cooking? Montserratians gusta el carbón de leńa en pieces. grande, pesado La densidad superior da más " substancia " o el calor satisfecho por el volumen, y para que dura más mucho tiempo también en un stove. Él no irrumpa prontamente a en fines. Porque tiene un relativamente el porcentaje alto de volatiles, enciende más fácilmente también. El hecho que fuma un poco que más es de importance. menor Este tipo de el carbón de leńa entra de los hoyos de carbón de la manera que ellos normalmente se operan, pero con la experiencia, también puede venir de los hornos y réplicas mordaz.
4. LAS CONCLUSIONES DE
Nuestras muestras del testing que, a pesar de los siniestros pendiente de energía en la madera convirtiendo, el carbón de leńa es un combustible cocción digno para Montserrat y ese métodos de producción tradicionales no son innecesariamente malgastador. que Los Montserratian carbón hoyos tradicionales pueden proporcionar los rendimientos de carbón de leńa que es comparable a los rendimientos de más grande los hornos metales y réplicas mordaz, y es superior en el rendimiento solo-tamborilear los hornos. Ellos son el método caro de carbonizar madera. Es más, los hoyos de carbón pueden modificarse con una chimenea simple a aumente rendimiento del carbón de leńa y uniformidad.
Pueden quemarse hornos metales y réplicas mordaz a un rate más lento para mejorar el rendimiento y calidad del carbón de leńa, según nuestras pruebas, pero requiere el madera cortando extra, aunque el trabajo físico menos global que el carbón los hoyos.
Nosotros también encontramos que ese pedazos grandes, verdes de madera no dan bueno los resultados en hornos metales o retorts. Seasoning madera antes de carbonizar dé bien rendimientos, con dos meses como el óptimo, tiempo por sazonar.
Nuestra experiencia de la investigación también nos lleva a lo siguiente sugerencias para la investigación del futuro y otros programas:
* UNA réplica mordaz hizo con la lámina de acero (3/16 o 1/8 pulgada espeso) más bien que usó los tambores podrían alterar su economía favorablemente.
* Clean, el carbón de leńa empaquetado podría reemplazar la cantidad pequeńa de importó los aglomerados del carbón de leńa.
* que Más información debe recogerse en la humedad verde de especies Los volúmenes de , sazonando rates, pesos especificos, y conversión, factoriza para el peso al volumen cúbico apilado.
* UN programa de la diseminación debe montarse para conseguir la exposición máxima de los resultados del último ańo. El tema debe ser " el carbón de leńa es un combustible alternativo para todos ".
* el trabajo Adicional en el uso de chimeneas simples para mejorar el carbón deshuesan que la actuación podría ser beneficiosa. Yield que los dimensiones deben se use para ayudar juzgue la efectividad de chimeneas.
* que Un programa educativo debe ponerse arriba en " el bosque bueno que siega la mies las prácticas " para los quemadores de carbón.
EL APENDICE I DE
EL CONSTRUCCIÓN AND USO DE CARBONIZAR LAS TÉCNICAS EL MONTSERRATIAN CARBÓN HOYO
LA CONSTRUCCIÓN
Las herramientas
* cavan con pala (la azada), machete (el machete)
Los materiales
* la suciedad suelta, hojas verdes y/o césped
El método
Excave un hoyo cuatro a seis pies ancho por cinco a 100 pies largo, por un a cuatro pies profundo en el Oriente de ground. el hoyo el paralelo de longitud al winds. Provide prevaleciendo para el desagüe excavando un canal pequeńo tan profundo como el hoyo e inclinándose lejos de la Disposición de pit. dos largueros paralelos (ramitas o polos) aproximadamente tres a cuatro pulgadas en el diámetro y tres cuota separadamente en el fondo, a lo largo de la longitud del pit. encima de y perpendicular a los largueros, amontone la madera a ser carbonizada. Todo la madera debe cortarse al mismo Montón de length. la madera herméticamente para minimizar spaces. nulo pueden usarse los límites Cortos para rellenar spaces. Leave nulo tres o cuatro pulgadas de despacho de aduanas entre los extremos del pedazo y los lados del pit. Put dos las estacas cinco pies largas en la tierra a cada extremo del los largueros al larguero width. Estas estacas se retrasarán el los extremos del montón y se usará para ayudar controle el proyecto cuando el horno está en operation. Stack más grande y menor el diámetro apedaza juntos, pero la mayoría de los pedazos más grandes deba estar al final en la cima la mitad del kiln. escogido para encendiendo (normalmente el extremo de barlovento), pila las ramitas secas y las marcas de burns. anterior Esto ayudará a la quemadura a conseguir empezado. Después de apilar, cubra el montón entero con el verde los céspedes y hojas para que el canot de madera sea seen. Sobre un dos pulgada capa quiere que do. Then cavan con pala aproximadamente tres pulgadas de la suciedad encima de la cima del pile. entero Las cuatro estacas deben ser pegando aproximadamente seis pulgadas sobre el dirt. En los hoyos más mucho tiempo que 10 pies, las estacas pueden bloquearse en cada lateral del hoyo para que ellos pegan en el montón de madera y se destacan de la suciedad adelante el exterior. Ellos pueden apoyarse por una estaca SI formada adelante el el extremo exterior para stability. Al centro del fondo del barlovento extremo dónde el montón se encenderá, salga un uno paga honradamente abriendo en la suciedad y césped.
Para encender la figura del horno un fuego pequeńo, y cuando bien pasando con las hullas buenas, cave con pala las hullas en la base del montón a la iluminación point. las maneras Alternadas de encender son usar un querosén empapó trapo o unos pedazos del mano-tamańo de caucho viejo el neumático insertó en un agujero bajo el punto de la iluminación y lit. En una materia de humo de los minutos se verá próximo fuera el contrario el extremo del hoyo (o manera de la parte a lo largo de los lados en un largo el hoyo). que UNA apertura pequeńa puede salirse cerca de la cima al sotavento acabe para ayudar promueva un draft. inicial Después de 15 minutos o para que cuando el humo está viniendo prontamente fuera del extremo del sotavento de el horno, pueden llenarse ambos agujeros en primero del césped, entonces, con dirt. con tal de que el horno esté emitiendo el humo blanco espeso, la carbonización está procediendo como planned. Cuando el humo azul es el aire manchado, demasiado está entrando a esa mancha y el agujero allí que será obvio debe cubrirse con el césped y suciedad hasta que el humo azul stops. Como la carbonización progresa, la altura del montón se derrumbará despacio a sobre uno medio el height. original Si el humo blanco reduce la velocidad la manera + deja dado emitir, puede permitirse el aire en el montón meneando el stakes. saliente Los rate de quemar dependerán adelante el la cantidad de humedad en la madera, el tamańo de la madera, el la densidad de la madera, y la cantidad de aire permitió pasar el kiln. aproximadamente 40 pies cúbicos apilados de madera habrán terminado procesado cada day. Para que una pila de madera cinco por cuatro por 10 los pies tomarían aproximadamente cinco días a carbonize. Cuando la carbonización está completo, permita el hoyo para refrescar fuera de con tal de que allí es ningún humo que viene del montón, para por lo menos un day. Cuando el carbón de leńa extrayendo, guarde una vasija de desagüe cercano rociar cualquiera embers. vivo El carbón de leńa debe permitirse airear fuera en un lugar dónde no hay ningún riesgo de incendio durante por lo menos 24 horas antes de guardarlo donde pudiera causar el dańo si encendió.
-
EL; MONTSERRATIAN CARBÓN HOYO
-
EL AFRICANO 3-CAŃERÍA MINI-CUSAB (MODIFICÓ DEL 12-CAŃERÍA CUSAB MINI)
LA CONSTRUCCIÓN
Las herramientas
el * welding/cutting equipo, cincele, martillo
Los materiales
* 50 galón tambor * cubren de otro 50 galón tambor, o el pedazo equivalente de estańo llano * 3 pedazos de 2 " cańería fileteada aproximadamente 3 " mucho tiempo * 3 gorras fileteadas para las cańerías.
El método
Corte 3 agujeros a lo largo de la longitud del barril la misma distancia fuera de cada other. Weld un pedazo de cańería a cada agujero, extremo enhebrado que enfrenta fuera de drum. Cut fuera la cima del embarrile, mientras dejando un 2 pulgada labio alrededor del borde de la cima.
EL FUNCIONAMIENTO
Para operar el mini-CUSAB, destornille la gorra del fondo la cańería y enfrenta las cańerías en el wind. Start un fuego rápido en el fondo del drum. Begin para agregar madera aproximadamente 3 ' largo o más corto hasta que el horno esté aproximadamente medio full. Allow el horno a queme hasta que puedan verse las hullas rojas en el fondo del horno a través del Cierre de hole. fuera del hoyo de fondo con la gorra y abra el segundo one. Continue para agregar madera al kiln. Allow él para quemar hasta que puedan verse las hullas rojas en el agujero segundo. Cierre este agujero y abra la cima y último hole. Allow el el horno para quemar hasta que esté lleno de charcoal. Then cierre el el agujero final, póngase la tapa y selle el horno poniendo enarene encima de la tapa alrededor del edges. Esté seguro que no el aire está entrando en el kiln. A lo largo de la quemadura, esté seguro ese humo blanco espeso está viniendo del kiln. Si el humo es azul que sugiere que el demasiado aire está en el horno y el carbón de leńa está siendo up. quemado por que El horno puede controlarse agitando el horno, mientras condensándolo herméticamente con madera y poniendo la tapa en para reducir la cantidad de aire que entra en él.
-
EL; 3-CAŃERÍA AFRICANO MINI-CUSAB
-
EL; 12-CAŃERÍA AFRICANO MINI-CUSAB
-
EL MONTSERRATIAN HORNO (MODIFICÓ DE EL COSTA RICAN KILN)
LA CONSTRUCCIÓN
Las herramientas
* martillan, cincele, cinta
El material
* 50 galón tambor * cubren de otro 50 galón tambor, o el pedazo equivalente de estańo llano.
El método
Corte un 6 pulgada hueco circular del diámetro en el centro del fondo del tambor.
Recorte la cima del tambor, mientras dejando un 2 pulgada labio alrededor el el borde.
EL FUNCIONAMIENTO
Ponga aproximadamente 4 pulgadas al tambor fuera de la tierra en algunos leńos o piedras. La carga 32-33 pulgada largo pega verticalmente en el tambor, mientras saliendo una 6-pulgada abierta la columna del diámetro en el Lío de center. las ramitas para para salir como el espacio de aire pequeńo como possible. En el abierto la columna del centro puso papel y el derecho de las ramitas seco en la cima. Encienda el horno empujando una pelota encendida de papel debajo el tamborilee al hole. abierto Como la ignición quema, agregue más combustible, seque al principio y madera del greener later. Cuando la cima fuera de de el tambor se pone demasiado caliente al toque, golpee fuera los leńos (las piedras) de debajo el tambor para que se siente en la tierra. Continue para agregar el combustible como la madera quemada que se cae los permisos.
Después de una hora o para que una carga de madera se pone en con algunas ramitas destacándose ligeramente sobre la cima del tambor la tapa ponía adelante la cima. Esto bajará el rate ardiente lentamente. A sobre a cada hora madera de los intervalos puede agregarse para los próximos 3-6 hours. Si el el fuego amenaza salir, tome la tapa off. UN más extremo la medida sería inclinarse el tambor para un time. Set corto él adelante un palo pequeńo o mece para permitir más aéreo en la Carga de bottom.
las marcas de una quemadura anterior last. A lentamente abajo el quemar a cuando quiera, agite el tambor para establecer la madera down. Esto reduce los espacios aéreos entre madera pieces. Cuando fuma los giros de principalmente blanco a principalmente el azul, y (por la inspección bajo la tapa) toda la madera ha carbonizado al parecer por fuera de los pedazos, selle el horno poniendo fino, limpie (ninguna ramita, salga, etc.) arena alrededor de la base y alrededor del el borde de la Hechura de lid. seguro ningún aire puede entrar o los humos consiguen fuera. Let el horno refresca toda la noche abajo antes de descargar el carbón de leńa lo siguiente día.
-
EL; HORNO DE MONTSERRATIAN
-
EL; COSTA RICAN KILN
-
EL TONGAN HORNO
LA CONSTRUCCIÓN
Las herramientas
* cincelan, grabe, martillo
Los materiales
* 50 galón tambor
El método
Recorte una 8 " tira abajo la longitud de la Subsistencia de drum. el el pedazo recortó para ser usado como una tapa.
EL FUNCIONAMIENTO
Disparando
Ponga el horno en su lado con la apertura que enfrenta hacia el el viento. Prop el horno con una piedra para que el borde del fondo de la apertura es aproximadamente 3 " del ground. Start un fuego en el el horno (con las ramitas, etc.) por su length. Add lleno seco las ramitas. se prepare convertir el horno en absoluto en el viento tiempos para mantener un fuego igual y vigoroso.
Cargando primero
Cuando hay un bueno, fuerte e incluso la ida de fuego, agregue más madera despacio, los pedazos pequeńos primero para asegurar que el fuego mantiene su state. Stop vigoroso madera de la adición cuando su nivel simplemente viene a a anterior el borde del fondo de la Licencia de opening.
el tiempo suficiente para la madera para quemar en las ascuas, entonces el rollo, el horno atrás quitando la piedra en que está sosteniéndolo la preparación para el segundo loading. Brands que es el la madera en parte quemada de las quemaduras anteriores, puede cargarse en el horno cuando el fuego está quemando vigorosamente o en cualquier fase después de la primera carga.
Segunda Carga
Sostenga el horno para que el borde del fondo de la apertura sea ahora aproximadamente 6 " - 8 " del ground. Esto ayudará bloquear el aire del carbón de leńa ya formado durante la primera carga. Agrega más madera, mientras asegurándose que incluso quemando y fuerza de el fuego es maintained. Stop madera de la adición cuando su nivel viene sobre el borde del fondo del opening. Leave suficiente tiempo para la madera para quemar en las ascuas, entonces rode el horno atrás en la preparación para la tercera carga.
Tercera Carga
En esta fase la apertura debe estar aproximadamente 12 " - 16 " del la tierra. Add la madera más grande, asegurándose que incluso quemando y la fuerza del fuego es maintained. Stop madera de la adición cuando el nivel asciende al borde de la cima del opening. Allow la madera para quemar en las ascuas.
Último Carga
Ruede el horno para que la apertura esté apuntando la recta a. Agrega madera, mientras asegurándose que incluso quemando y fuerza del el fuego es maintained. que Cuando el horno está lleno con madera, permite el tiempo suficiente por quemar en las ascuas.
Sellando Fuera de
Cuando toda la madera de la carga final ha carbonizado, tome el el pedazo del interruptor obtuvo durante la construcción del horno y cubre la apertura con it. Roll el horno encima de para que el la apertura sellada queda llano en el ground. Using los guantes, el sostenimiento, la tapa en sitio mientras rodando el kiln. Seal el fondo los bordes con arena para hacer airtight. Leave al horno suficiente tiempo para el horno para refrescar fuera de, normalmente aproximadamente 4-5 horas, antes de sacar el carbón de leńa.
- EL; HORNO DE TONGAN
- NUEVO HAMPSHIRE (LA PIEDRA NEGRA) EL HORNO
LA CONSTRUCCIÓN
Las herramientas
el * welding/cutting equipo, grabe, el borde recto
Los materiales
* Dos hojas de 1/8 " o 3/16 " plancha de acero 61 ' x 101 ' * 24 pies lineales de 4 " cańería galvanizada * Cuatro 4 " codos de la cańería galvanizados (optativo) * 40 pulgadas de 1/2 " vara reforzando (5 asas) * 40 pies lineales de 2 " ángulo de hierro * ocho pedazos de estańo siete pulgadas honradamente u ocho pintura enlata las tapas.
El método
Para el cuerpo del horno, corte lengthwise. por la mitad a una lámina de acero Adelante cada media marca en tres lines perpendiculares por la anchura para que que la longitud es quartered. que Cada sección debe ser dos y un medio pies wide. A lo largo de cada marcado line cortó tres hendeduras qué representa aproximadamente uno medio la longitud del line total. que Esto es para debilitar la hoja para facilitar el torcimiento a lo largo del Corte de line.
modelo del cartón de un ángulo de 135 degrees. Bend cada hoja a lo largo de el lines para que cada curvatura encaje el cartón model. UN temporal la giga puede hacerse sostener la hoja durante doblar. Después de doblar, suelde los dos pedazos juntos para hacer un octágono la forma. Weld las hendeduras del torcimiento para que ellos sean aéreos firme. Reinforce toda la manera alrededor del fondo soldando adelante el ángulo de hierro.
Suelde el derecho del ángulo de hierro alrededor de la cima para que actúe como el refuerzo y una taza para sostener arena y apoyar el cover. A el centro del fondo de cada sección, firmemente suelde una ocho pulgada el pedazo cuadrado de hoja steel. Cut un agujero a través de cada uno de éstos y el cuerpo para que los agujeros se centren el reforzando los platos. Estos ocho agujeros deben ser ligeramente más grande que los diámetros exteriores de los codos de la cańería para permitir para fácil la inserción de las cańerías, pero pequeńo bastante para sostener el cańón las cańerías verticalmente sin el apoyo extenso.
De la hoja segunda, cortó la tapa para que tiene un cónico forme, ataques dentro del ángulo de hierro de la cima y tiene una ocho pulgada el agujero del diámetro al top. Los ocho triángulos que constituyen la tapa es moderada en la hoja con las bases de 30 pulgadas y lados de 38 inches. para minimizar la corte cara, dos o tres secciones adyacentes pueden recortarse como un piece. En esto embale que el método de la hendedura puede usarse para doblar en el lines entre las secciones.
Antes de soldar las secciones juntos, preséntelos en sitio con las bases de triángulos que descansan en el ángulo de hierro de la cima de el cuerpo y las cimas que descansan en un poco de apoyo provisional en el center. Desde que es difícil dado cortar y precisamente doblar ésta es la oportunidad a la costumbre encaje la tapa al body. Cualquiera pueden marcarse los traslapos de una sección encima de otro para guiar último cutting. Cuando todas las secciones encajaron, ellos se sueldan juntos. Entonces un ocho pulgada agujero del diámetro está cortado en la cima el centro del cover. Una ocho pulgada chimenea del diámetro, ocho, las pulgadas alto se suelda alrededor del hole. Then a que una gorra se hace encaje encima del chimney. Sides de la gorra si debe extenderse abajo a el cover. que UN cuello dos pulgada alto se suelda alrededor del fondo de la chimenea para sostener la arena de que sella fuera del fondo la gorra cuando está en el chimney. Using 1/2 pulgada reforzando la vara, se sueldan las asas encima de la gorra de la chimenea y en el la tapa. que se espacian Cuatro asas en la tapa para dos personas ponerselo y quitarselo.
Cuatro cańón conduce por tuberías sobre seis pies largo es hecho de cuatro pulgada la cańería. Si los codos están disponibles, ellos son fileteados o soldados hacia el fondo end. Si los codos no están disponibles, una seis pulgada, el pedazo largo del extremo inferior puede estar el cierre de combustible en las 45 [los grados], rodó, y soldó en un 90 [los grados] la curvatura.
EL FUNCIONAMIENTO
Cargando el Horno
La madera cortada a una longitud aproximadamente igual a la altura del el horno (3 pies en nuestro caso) . Prepare el centro sobre que el madera se apilará juntos por el ligamiento tres ramitas a uno acabe para hacer el trípode a un tripod. Place en el centro exacto de el kiln. Crumpled que se amontonan papel, ramitas secas, y ramitas entre el trípode legs. La madera a ser hecha en el carbón de leńa es cuidadosamente se apoyado verticalmente contra el trípode y se amontona igualmente alrededor de todo el sides. Los pedazos más largos de madera deben ser puesto cerca del centro.
Deben condensarse las ramitas del diámetro más grandes sobre un cuarto de la manera del centro al outside. Palo diámetro debe se limite a 6 inches. que pueden rajarse los pedazos más Grandes a lo largo. Continúe condensando el horno hasta allí no es ningún espacio abierto entre la madera y el kiln. los pedazos cortos y gruesos Cortos y marcas deben se ponga en la cima y llenaba spaces. vacío Si deseó el horno puede ponerse en su lado hasta que el montón sea mitad completada, entonces cuidadosamente decepcione encima de la Hechura de pile. seguro el el trípode está en el centro del horno.
Disparando el Horno
Póngase la tapa pero deje off. Pour a la gorra aproximadamente 1 pinta de el querosén a través del agujero en el cover. Make seguro que el el querosén va abajo al combustible en la Luz de tripod. el horno a través de la cima hole. Add los pedazos pequeńos de ramitas secas si necesario para mantener el fuego temprano.
Permita el horno para quemar para aproximadamente 20-30 minutes. Lightly la tapa el fondo del horno con arena para sellarlo con la tierra. Arena o suciedad deben estar bien y libre de las ramitas, salga, y las piedras. Mar arena sella bien, pero acelera la oxidación del acero debido a la Subsistencia de salt. la arena de entrar o bloquear el proyecto y cańón holes. Examine el cańón conduce por tuberías para asegurarse que ellos no se estorban con tar. Hold los codos del las cańerías encima de la llama que viene del agujero de la gorra para calentarlos. (Esto ayuda con conseguir un proyecto bueno.) Rápidamente ponga las cańerías en cada otro hole. Si fuma las goteras de otras partes del el horno, estos lugares deben sellarse con sand. limpio Cuando todos las cańerías son en sitio que es tiempo para ponerse la gorra y foca alrededor de sus bordes con sand. Las cańerías del cańón deben estar poniendo ahora fuera del humo blanco, débilmente al principio pero poniéndose más fuerte. Si una cańería detiene o no empieza dibujo que debe ser alejado, aclaró, calentó arriba, y reemplazó en el horno.
El cuidado de Horno Mientras Coaling
Durante las fases tempranas, si fuma deja dado pasar el cańerías o se queda muy débil, quítese la gorra durante un tiempo corto y permite el fuego para arder arriba a través del caphole, mientras agregando las ramitas más secas si Hornos de necessary. en que se encienden el tarde puede salirse por una noche pero debe retardarse abajo por casi cerrando los pozos francos con los pedazos de estańo (la pintura pueda las tapas trabajan bien).
Cuando toda la madera en una sección del horno se ha convertido el carbón de leńa, las hullas brillan rojo a ese agujero y el adyacente las cańerías sólo envían fuera de smoke. delgado, azul para asegurar una quemadura igual a lo largo del horno, pueden cambiarse las cańerías a los agujeros con las hullas resplandecientes hasta que los agujeros de cańería de cańón originales muestren brillando las hullas. Como cada sección muestra las hullas resplandecientes, quite las cańerías y cierra los agujeros con estańo, y los cubre con sand. Si permitido quemar demasiado caliente, los lados del horno se torcerán permanentemente, colocación de la chimenea haciendo que difficult. Y el acero quieren oxida más rápidamente, mientras reduciendo el horno life. después de que las hullas rojas tienen mostrado los agujeros en absoluto, quite todas las cańerías y selle todos los agujeros con acero o tapas de estańo retrocedidas por sand. limpio, fino que Esto puede ser ocho a 12 horas después de encender, dependiendo de la humedad satisfecho de la Hechura de wood. seguro después de que usted la foca que hay ningún humo que escapa de anywhere. Leave aproximadamente 12-24 horas para refrescando ante opening. Si el horno todavía se siente caluroso él no deba ser opened. Si una quemadura más lenta se desea para un el producto más pesado, más sólido, sólo dos cańerías en los lados opuestos, del horno puede usarse, y todas las aberturas deben ser casi cerrado con tin. En este modo, la quemadura tomará 15 por lo menos horas.
El cuidado de Horno Entre los Cargos
Para proteger las uniones soldada, ocúpese dado el horno con care. no Haga permita el horno representar los periodo largos en su side. Let el horno abajo de su gently. lateral para proteger de la oxidación cuando no en el uso, prepare el horno en tres piedras espaciadas uniformemente alrededor los bordes para mantenerselo lejos de la tierra húmeda.
- EL; NUEVO HORNO DE HAMPSHIRE
- LA JAMAICANO 2-TAMBOR RÉPLICA MORDAZ CON EL CONDENSADOR DE ALQUITRÁN
LA CONSTRUCCIÓN
Las herramientas
el * welding/cutting equipo, la llave para tubos, la pala,
Los materiales
* 1 - 2 " cańería, 2 pies largo, fileteado a un extremo * 1 - 2 " cańería, 10 pies largo, fileteado a ambos extremos * 1 - 2 " cańería, 3 pies largo, fileteado a un extremo * 1 - 2 " T de la cańería * 1 - 2 " cuello de la cańería * 1 - 3/16 " chapa de acero 36 " x 36 " para la puerta, etiquetas, y acuńa * 1 - 3 ' x 6 ' de estańo cubrir * 2 - 50 galón tambores * 15 pies lineales de ángulo de hierro * 7 pies lineales de 1/2 " vara reforzando * 50 - 6 " bloques de cemento * 5 bolsas de cemento arena de *
la arena gruesa de *
la tierra de *
* que refuerza la malla, 6 ' x 6 '
El método
Quite la cima y base de un drum. Remove sólo el cubra juntos de la otra Soldadura de drum. estos dos tambores, dejando el extremo cerrado al outside. Put el menor dańó extremo del tambor sin la cima o basa hacia el exterior. Suelde el cuello fileteado en la cima del extremo cerrado.
Suelde el ángulo de hierro al frente, medio, y trasero de la cámara base para el apoyo (vea el boceto) . Weld la vara reforzando alrededor del frente externo de la cámara sólo trasero el tambor el labio.
Suelde 5 o 6 etiquetas ranuradas al exterior del reforzar cerque para que ellos se destacan más allá del frente del Espacio de chamber.
ellos equidistante alrededor del circumference. Cut las hendeduras en el los lugares apropiados en la puerta de acero para que las etiquetas pueden pasar a través de cuando la puerta está en la cámara.
Las cuńas de la hechura para dejar caer a través de las hendeduras en el tabs. Ellos aprete la puerta en el chamber. De la chapa de estańo, forme un cajón encorvado para encajar dentro del chamber. Folding encima del borde delantero dos veces proporciona una asa para tirar el el cajón fuera.
Excave una trinchera (o construye un bloque de cemento o pared de la piedra a forme una " trinchera ") 1 pie profundamente, los pies 1 pie anchos, y varios más mucho tiempo que la longitud de la réplica mordaz (pueden soldarse 2 a 4 tambores juntos para formar la cámara) . Set la réplica mordaz encima de la trinchera con aproximadamente 4 pulgadas de la trinchera que se destaca del trasero de el retort. Using que el cemento bloquea, construya una pared alrededor de ambos los lados y el trasero a un nivel a medio camino a en la cámara. Continúe la pared trasera a sobre el chamber. Form, refuerce, y vierte un tejado arqueado encima de la réplica mordaz, mientras dejando aproximadamente dos las pulgadas espacian entre él y la Situación de chamber. del trasero la pared debe dejar 4 pulgadas despacho de aduanas a la parte de atrás del la cámara. Sobre este espacio en el centro de la licencia del tejado un 4 la pulgada el agujero para un humo outlet. There debe ser un agujero en el la pared trasera para permitir el 10 pies pedazo de cańería para atravesar al collar. fileteado Al otro extremo de la cańería larga, el medio del T es threaded. Then que la cańería corta es enhebrado al fondo y el ocho pies pedazo es fileteado a la cima, la recta pegajosa a en el air. UN trípode simple atado con el alambre puede usarse para apoyar el peso de este alquitrán el condensador cerca del extremo con el T. La cańería larga que viene de la réplica mordaz debe inclinarse el downwardn hacia el T. que UN cubo es puesto directamente bajo las cańerías verticales del T para coleccionar el agua condensada y alquitranes.
EL FUNCIONAMIENTO
Madera ser carbonizado está cargada en la cámara de la réplica mordaz saliendo como el espacio nulo pequeńo como possible. Once cargado, el la puerta se pone en el frente de la réplica mordaz y asegurado y se apretado por cuńas insertadas en las hendeduras de la etiqueta.
Un vigoroso, pero no el fuego extremo se construye para el entero la longitud de la caja de fuego bajo el retort. Este fuego se mantiene durante cinco o seis horas hasta que el humo que viene del la cańería vertical disminuye a casi Combustible de nothing. puede ser cualquiera deseche madera que no tiene ningún uso bueno.
Permita la réplica mordaz refrescar toda la noche antes de quitarse la puerta y extrayendo el charcoal. Then permiten 24 horas al carbón de leńa a airee en un lugar dónde si enciende, no será un el riesgo.
- LA; RÉPLICA MORDAZ DEL 2-TAMBOR JAMAICANA CON EL CONDENSADOR DE ALQUITRÁN
- LA JAMAICANO 2-TAMBOR RÉPLICA MORDAZ CON LAS LUMBRERAS DE GAS
LA CONSTRUCCIÓN
Las herramientas
el * welding/cutting equipo, la pala,
Los materiales
* Same como la réplica mordaz con el condensador de alquitrán, excepto suplente, dos cuatro-pulgada longitudes de 2 " cańería para los tres Los pedazos de de 2 " cańería.
El método
Mismo como la réplica mordaz con el condensador de alquitrán excepto el cuello fileteado a trasero de cámara, y todos conectaron las cańerías.
Sustituya dos cańerías soldadas al fondo de la cámara como las lumbreras de gas. hacia que Los extremos inferiores de las cańerías deben orientar el trasero de la cámara a las aproximadamente 45 [los grados] . que Cada cańería debe ser localizado en el tercio delantero de cada drum. que El cajón debe tenga los agujeros picados en él a las situaciones de las lumbreras de gas a facilite pasaje de los gases.
EL FUNCIONAMIENTO
Mismo como la réplica mordaz con el condensador de alquitrán, exceptúe la suma de alimente bajo la réplica mordaz puede detener después de las lumbreras de gas está ardiendo (después de 2-1/2 a 3 horas) . Once que alimenta se detiene, un viejo el pedazo de estańo puede ponerse por la apertura de caja de fuego a impida las brisas frescas apagar las llamas, y para sostener caliente bajo el extremo delantero de la réplica mordaz.
-
LA; RÉPLICA MORDAZ DEL 2-TAMBOR JAMAICANA CON LAS LUMBRERAS DE GAS>
EL APENDICE II DE
LA EFICACIA RELATIVA LOS PROCEDIMIENTOS DE TESTING PARA LOS HORNOS DEL CARBÓN DE LEŃA
En el orden comparar planes diferentes de hornos, todas las variables, de otra manera que plan del horno que podría afectar la eficacia como el combustible las especies, estado higrométrico y tamańo; operador y la sucesión que opera y horario; y el tiempo será sostenido como casi consistente como posible.
El procedimiento del testing es:
1. Take una muestra representativa de la madera que entra en el horno para determinar el estado higrométrico (el MAESTRO DE CEREMONIAS). los discos Una pulgada espesos debe cortarse de los diámetros diferentes y del medio divide de las ramitas. Approximately cinco muestras por la tonelada de madera debe ser adecuado. (10-15 por el cordón normal.)
2. Cada disco debe etiquetarse (con el marcador mágico) para identificar la prueba y número del disco.
3. Weigh los discos inmediatamente y graba los pesos en situación opuesta la identificación. Weigh a la onza uno-décima más cercana.
4. El Registro de el peso de toda la madera que entra en el horno.
5. Carbonize la madera.
6. Después de la carbonización, grabe el peso de todo comerciable El carbón de leńa de .
7. El Registro de el peso de todas las marcas del uncarbonized.
8. Weigh y graba el peso de (o estima) las multas debajo de una pulgada tamańo del cubo (el uso de un cedazo con la uno-pulgada los agujeros habría facilitan la separación del tamańo de partículas).
9. Registro persona horas para cuidar el horno.
10. Si deseó, extraiga una muestra representativa de aproximadamente dos golpea de carbón de leńa para el análisis inmediato.
11. Back en el centro de la prueba, ponga las muestras del estado higrométrico en El horno de a 220 F de los grados (105 LENGUAJE C de los grados) e intermitentemente pesan y secan hasta que ninguna pérdida de peso extensa se muestre. El Registro el peso horno-seco. Es cierto no perder ningún pedazo de Ladrido de o madera.
12. para calcular la eficacia del horno en un peso verde de madera La base de (EG):
Weight de carbón de leńa comerciable EG =----------------------------- (100) Green el peso de madera
- en un peso horno-seco de base de madera (ED) que elimina la mayoría de la variabilidad en la eficacia debido a la humedad El volumen de :
Weight de carbón de leńa comerciable ED =----------------------------- (100) el peso Horno-seco de madera
el peso Horno-seco de madera = 1 menos el MAESTRO DE CEREMONIAS de madera (la base verde) en los tiempos de la forma decimales el peso verde madera de of.
El Madera MAESTRO DE CEREMONIAS (la base verde) = la muestra Original el peso verde menos Sample el peso en seco del horno La Original muestra el peso verde
Pueden ascenderse a los MAESTRO DE CEREMONIAS muestra pesos para el peso verde y para El peso en seco de para llegar al medio MAESTRO DE CEREMONIAS.
Los resultados podrían parecer bajos, pero calculó por aquí, el máximo la eficacia sólo puede alcanzar ligeramente más de 30 por ciento.
Una eficacia basó en los poderes caloríficos netos (ENHV) también puede calcularse usando las asunciones lo siguiente:
El * Horno la madera seca da 8,500 Btu por la libra. La * Humedad requiere 1,200 Btu por la libra para la evaporación. El * Carbón de leńa da 12,500 Btu por la libra y la fórmula:
Pounds de carbón de leńa comerciable x 12,500 ENHV =----------------------------------------------------------- (las Libras de madera horno-seca x 8,500) menos (las libras de humedad cronometra 1,200)
Las libras de humedad = el MAESTRO DE CEREMONIAS de madera (la base verde) en la forma decimal cronometra peso verde de madera.
Las libras de madera horno-seca = 1 menos el MAESTRO DE CEREMONIAS (la base verde) en la forma decimal cronometra peso verde de madera.
En la práctica no es necesario considerar el MAESTRO DE CEREMONIAS del carbón de leńa a menos que se ha usado el agua para apagar spots. caliente El mismo procedimiento se usa para madera interesada o carbón de leńa que el Carbón de leńa de MC. es pesado y secó en un recipiente, y el peso vacío básico se substrae.
Si posible, deben probarse los hornos en una tabla de cemento para reducir el efecto perjudicial de humedad molida.
EL APENDICE III DE
LA CARBÓN DE LEŃA HORNO DATOS DE ENSAYO HOJA
LA FECHA: EL HORNO TIPO: OPERATOR(S): LAS MODIFICACIONES DE : PRUEBE NUMBER: PERSONA HORAS NECESITADAS:
EL ESTADO HIGROMÉTRICO DE (EL MAESTRO DE CEREMONIAS) LAS MUESTRAS
IDENT. DIAM. WEIGHT FRESCO EL MAESTRO DE CEREMONIAS DE WEIGHT HORNO-SECO (FW) (DW) (LA BASE VERDE)
COMMENTS EN LA QUEMADURA (TIEMPOS, LOS AJUSTES, LAS TEMPERATURAS, LOS PROBLEMAS, ETC.)
WEIGHTS
MATERIAL CRUDO COMERCIABLE EL UNCARBONIZED CARBÓN DE LEŃA (RM) EL CARBÓN DE LEŃA DE (AC) BRANDS (UC) FINES (CF) APPENDIX IV
LAS ESPECIES DE DE MADERA NORMALMENTE USARON EN LA PRODUCCIÓN DEL CARBÓN DE LEŃA
La Green Moisture El Volumen de (el por ciento Name Botanical Name local la base verde)
El cusha francés el juliflora de Prosopsis 39 El campeche el campechianum de Haematoxylon 45 La langosta el curbaril de Hymenaea 38 Cusha el Acacia spp. (principalmente tortuosa) 32 La madera roja el diversifolia de Cocolobis -- El pan -- El queso de and el unguis de Pithecellobium - el cate -- El tamarind salvaje el leucocephala de Leucaena 39 FIDDLEWOOD EL FRUCTICOSUM DE CETHAREXYLUM -- El birch blanco el spp de Eugenia. -- El birch negro el citrifolia de Myrcia -- El oak espańol el laurina de Inga -- El wood de la serpiente el monosperma de Ormosia -- El beech blanco el martinicensis de Symplocos-- El beech negro el sideroxyloides de Ilex-- MANJACK EL SULCATA DE CORDIA -- La canela el racemosa de Pimenta --
La lluvia el sepium de Gliricidia 44 El tamarindo el indica de Tamarindus 40 CASUARINA EL EQUISETIFOLIA DE CASUARINA 40 NEEM EL INDICA DE AZADIRACHTA 44 SESBANIA (EL GRANDI) EL GRANDIFLORA DE SESBANIA 61
LA BIBLIOGRAFÍA DE
Agarwal, Bina. El Problema de Woodfuel y la Difusión de Rural Las Innovaciones de . El Informe de por la Universidad de Sussex Ciencia Política Research la Unidad A REINO UNIDO el Instituto de los Productos Tropical, 1980, 186, EL PP DE .
Baldwin, Henry I. El Carbón de leńa de New Hampshire Kiln. New Hampshire La Silvicultura Recreación Comisión, 1958, 84pp. Illus.
Bulai, S., y Richolson, Fabricación de J.M. y Uso de un Tongan El Carbón de leńa Horno. El Departamento de de Silvicultura, Fiji. 10 pp. Illus.
El conde, D.E. El carbón de leńa - Un André el Mayer Compańerismo Informe. Roma: La Comida de y Organización de Agricultura, 1974, 98 pp. Illus.
El conde, D.E., y Conde, Carbón de leńa de A. que Constituye las Empresas En pequeńa escala,: Un Manual del Entrenamiento Ilustrado. Geneva: International Labour el Office, 1975, 26 pp. Illus.
La comida y Organization. " Agrícola las Tecnologías Simples para el Carbón de leńa La Fabricación " de . Rome: FAO Papel 41, 1983, 154 pp. Illus.
El gobierno de Montserrat. los Datos Preliminares del 1980 Estado Libre Asociado el Censo de la Población caribeńo, Parta yo: La Casa de y Housing la Información, 1980, 26 pp.
Instituto Tecnologico De Costa Rica. el Como Hacer Carbono Vegetal EL UN DE USANDO ESTANON. La Serie de Informativa Tecnologia Apropiada No. 5. 9 pp. Illus.
Jamaica la Investigación Científica el Council. Hechura Carbón de leńa la Manera Fácil. 22 PP. Illus.
LEJEUNE, J.M. El Desarrollo de Energía del Bosque Resources: Ghana. el FAO GHA/74/013 Campo Documento No. 32, 1983, 48 pp. Illus.
Pequeńo, E.C.S. " Mini-CUSAB el Horno para la Fabricación En pequeńa escala Rápida de Carbón de leńa del Matorral, Madera del Coco, y el Coco Descascara," La tecnología apropiada de Vol. 5 No. 1, el 1978 dado mayo, el pp. 12-14.
Paddon, A.R., y Harker, A.P. La Producción de Carbón de leńa en un el Horno Metal Portátil. Londres: el Instituto de los Productos Tropical El Informe de G119, 1979, 29 pp. Illus.
Richolson, J.M., y Alston, A.S. Parta la Producción de I: Con Simple Steel los Hornos del Tambor. El Departamento de de Silvicultura, Fiji. 24 pp. ILLUS.
Roos, el Werner, y Roos, el Boletín del FMI de Ursula. de Horno Simple Systems y Recomendaciones para la Selección de Kilns. German Apropiado El Tecnología Intercambio Informe, 1979, 49 pp. Illus.
USDA Forest el Servicio. El Charcoal Producción Comercializando, y Uso. Forest el Laboratorio de los Productos Informe No. 2213, 1961, 137 pp. ILLUS.
Voluntarios en la Ayuda Técnica (VITA) . Making Charcoal: El Retort el Método. Arlington, Virginia: Volunteers en Técnico La Ayuda de (VITA), 1981, 29 pp. Illus.
WARTLUFT, J.L. El Carbón de leńa " previendo y Woodfuel Demands y el Level de Funcionamiento del Horno y la Extensión en acres del Bosque Natural Necesitó a Satisfy la Demanda ". El memorándum a CDB, VITA, y GOM, 1983.
SOBRE VITA
Voluntarios en la Ayuda Técnica (VITA) es un privado, sin fines de lucro, el desarrollo internacional organization. las hechuras de VITA disponible a los individuos y grupos en los países en desarrollo un la variedad de información y los recursos técnicos apuntó a criar el mismo lo suficiente--la evaluación de deficiencias y desarrollo del programa el apoyo; el por-correo y los servicios de consultoría en el sitio; systems de información que entrena; y dirección de a largo plazo el campo projects. VITA promueve la aplicación de simple, las tecnologías baratas para resolver los problemas y crear las oportunidades en los países en desarrollo.
VITA pone el énfasis especial en las áreas de agricultura y el comida procesando, las aplicaciones de energía renovables, el abasteciemiento de agua, e higienización, el albergue y construcción, y el negocio pequeńo el desarrollo. Las actividades de VITA se facilitan por el activo el envolvimiento de VITA los expertos técnicos Voluntarios de alrededor de el mundo y su documentación centro conteniendo especializó el material técnico de interés a las personas desarrollando los países.