VITA
1600 Bulevar de Wilson, Apartamento 500, ARLINGTON, VIRGNIA 22209 E.U.A. TEL: 703/276-1800 * fac-símile: 703/243-1865 Internet: pr-info@vita.org 1984 de março
[C] 1984, Voluntários em Ajuda Técnica, o Inc.
ÍNDICE DE
Reconhecimentos
1. Introduçăo de
-
Objetivos de
2. Procedimentos de
-
Seleçăo de de técnicas
-
Eficięncia de testa
-
Economias de
-
Aceitabilidade de
-
Matéria-prima de
3. Results e discussăo
-
Eficięncia de
-
Economias de
-
Aceitabilidade de
-
Matéria-prima de
-
Carvăo qualidade
4. Conclusőes de
Appendixes
I. Construçăo e uso de carbonizar técnicas carvoeira de Montserration 3-tubo Míni forno de CUSAB forno de Montserratian forno de Tongan New Hampshire (o Rock Preto) forno jamaicano réplica com condensador de piche jamaicano réplica com portos de gás
II. eficięncia Relativa que testa procedimentos para fornos de carvăo
III. Carvăo forno teste dados folha
IV. Espécies de de madeira geralmente usada em produçăo de carvăo
Bibliografia
RECONHECIMENTOS DE
A informaçăo apresentada aqui é o resultado da cooperaçăo de muitas pessoas em vários organizations. inclui UMA lista parcial: C.T. John, John Pitman, Nymphus Meade, e Franklyn Margetson de + Governo de Montserrat; Dan Chalmers, Jeffrey Dellimore, Carolyn Cozier, e David Moore do Banco de Desenvolvimento caribenho (CDB); e Richard R. Fera, John M. Downey, Jane Kenny, Margaret, Abaixe, e Julie Berman de VITA.
As pessoas diretamente envolvida com os autores no local de projeto era o Joseph Daniel, Branco de Meredith, e James Silcott.
É estendida gratidăo aos muitos secretários, queimadores de carvăo, artesăos, e outros que tornaram este projeto possível.
1. INTRODUÇĂO DE
Antes da crise de energia de 1973, a maioria das pessoas em Montserrat usou petróleo líquido supre com gás (1pg) para cooking. Desde entăo, muitas casas trocaram a combustíveis mais tradicionais para combata as caminhadas de preço resultantes e escassezes de 1pg, com o resultado que a 1980 Comunidade Censo de Populaçăo caribenho (GOM, 1980) calculou que 40 por cento de casas de Montserratian cozinhada com madeira e charcoal. Em 1981 o Governo de Montserrat (GOM) foi incitada em açăo este revelations. Percebendo que um retorno volumoso para combustíveis tradicionais pudesse ter efeitos desastrosos no ambiente local, e suspeitando isso métodos de cova tradicionais de converter madeira em carvăo seja ineficiente, o GOM agiu para reunir os recursos e perícias para estudar modos para aumentar a eficięncia de carvăo produçăo. que Este esforço ajudaria asseguram uma provisăo futura de combustível renovável local de recursos de floresta.
Com financeiro e supervisory ajudam do Desenvolvimento caribenho Banco (CDB) e ajuda financeira e administrativa de Voluntários em Ajuda Técnica (VITA), o Montserrat Fuelwood/Charcoal / Projeto de Cookstove começou em 1982. [1] O Projeto era um integrado se aproxime a achar os melhores modos para substituir local energia renovável para importou, fuels. líquido-baseado Este relatório presentes que os resultados do carvăo repartem do projeto.
Montserrat é uma ilha pequena no Caribe com uma área de 39 milhas quadradas e uma populaçăo de 11,606 (GOM, 1980) . Approximately săo produzidas 270 toneladas de carvăo cada ano antes das aproximadamente 150 de meio período produtores (Wartluft, 1983) . Tudo deste carvăo săo produzidas em covas cavadas na terra.
A literatura mundial em produçăo de carvăo apresenta a cova método como inefficient. por exemplo, várias publicaçőes informam um eficięncia de máximo de 15 por cento para covas (Agarwal, 1980; Roos, 1979; conde, 1975) . A pessoa vai tăo distante sobre estado que para este tipo de rendimento em uma base de peso seca a carbonizaçăo tem que estar perfeito, e a cova provido com uma abertura pipe. Deal relatórios um muito eficięncia mais alta de 20 por cento (20 jardas cúbicas empilhadas de madeira rendimentos 1 tonelada de carvăo) em uma base de peso verde para fornos de terra em Uganda (Conde, 1974) . Nestes publicaçőes, todos os outros tipos de săo informados fornos para dar rendimentos mais altos que terra descaroça, enquanto calculando a média ao redor 25 por cento em um molhado ou ar-seca peso basis. Alguns mençăo é feita da variabilidade alta de rendimentos da cova métodos. Em alguns casos eficięncias de por cento săo determinadas sem referęncia para a base usada (seque, ar-seque, ou peso molhado) ou se foram levadas medidas de fato.
[1] CDB e VITA funda neste projeto era de USAID é renovável projeto de energia.
Quando madeira é convertida a carvăo, em cima da metade do valor de energia, está perdido. Por que entăo até mesmo considera carvăo se eficięncia for o assunto? que A razăo mais convincente é que aquele carvăo é preferido. É preferido porque está mais claro e menos vultoso, enquanto fazendo isto mais fácil a Carvăo de transport. armazena indefinidamente, considerando que madeira é atacada por insetos e fungos que reduzem seu valor de energia. E carvăo é uma fonte de calor mais concentrada e tira menos fumaça que wood. UMA razăo menos óbvia é aquela carbonizaçăo de madeira é um modo fácil para quebrar abaixo pedaços grandes a um tamanho fácil para uso para cooking. Otherwise, os pedaços grandes poderiam apodrecer no chăo de floresta (FAO, 1983).
OBJETIVOS
Os objetivos do projeto eram:
- substituto combustível renovável local para combustível importado,
- uso o recurso de floresta sabiamente, e
- criam indústria local e emprego.
Mais especificamente para a porçăo de carvăo do projeto, nós querida achar as melhores técnicas de produçăo de carvăo em condiçőes de eficięncia, economias, e acceptability. Uma técnica eficiente produza a maior quantidade de carvăo de qualidade bom da quantia menor de madeira e trabalho input. Mas isto tenha que ser econômico como well. E embora eficięncia ou economias, fazer um impacto a técnica teria que ser aceitável aos produtores de carvăo.
2. PROCEDIMENTOS DE
Conhecer estes objetivos, nós selecionamos oito desígnios para comparar com o padrăo ' carvoeira ". Nossa pesquisa marcou na primeira vez aquelas tantos tecnologias de carvăo simples eram cientificamente testada pelo mesmo time no mesmo local e debaixo do mesmo condiçőes.
SELEÇĂO DE TÉCNICAS
Vários critérios eram usados selecionando técnicas de carbonizaçăo para testing. comparativo Nós quisemos técnicas simples, baratas equipamento usando que era capaz de ser fabricou localmente. Para exceto tempo, nós selecionamos técnicas que já tinham sido experimentadas e informada em na literatura.
Ao início, foram selecionados cinco desígnios:
* o míni de 12-tubo CUSAB (Pequeno, 1978), * a Costa forno de Rican (Instituto de de Tecnologico a Costa Rica), * Tongan colocam no forno (BuLai e Rocholson), * forno de New Hampshire (Baldwin, 1958), e * réplica jamaicana com condensador de piche (VITA, 1978) (a Jamaica Conselho de Pesquisa Científico) (Apęndice eu).
Destes, foram modificadas dois antes de testing. O círculo, se afilou Forno de New Hampshire foi construído com lados diretos e em um octogonal amolde devido a loja limitations. O 90-cúbico-pé que tamanho era ditada pelo tamanho de folhas de aço available. O jamaicano replique como apresentada na literatura é construída com seis ou oito 50-galăo usado óleo drums. Para nossa pesquisa pretende, e fazer a réplica mais portátil, nós usamos há pouco dois tambores soldados junto.
Foram feitas outras modificaçőes para melhorar a operaçăo do equipment. Nossa primeira modificaçăo era ao Costa Rican coloque no forno que levou muito longo para carbonizar madeira e produziu muitos marcas (năo completamente carbonizou pedaços de madeira) . Nós derrubamos o Costa modelo de Rican, e dublou nosso forno modificado o " Montserratian ". Em lugar de dois 6-polegada buracos quadrados no fundo de tambor, nós pusemos uma redonda 6-polegada buraco de diâmetro no centro do fundo. para eliminar tendo que virar o tambor de cabeça para baixo para marcar isto fora por esfriar, nós deixamos para uma 1-1/2-polegada lábio ao redor da extremidade quando recortando o top. Nisto, um topo cheio de outro tambor ou um redondo pedaço de metal de folha galvanizado no que Areia de rested. foi empilhada topo disto para marcar qualquer openings. O procedimento operacional era também changed. em lugar de cortar toda a madeira a 17 polegadas e empilhando o fundo meio solidamente, madeira estava cortada o comprimento do tambor e empilhou vertically, enquanto deixando para uma 6-polegada diâmetro de corpo inteiro abrindo no centro para igniçăo e fluxo de ar.
O míni de 12-tubo CUSAB era muito problemático operar, com lata, latas que caem e ar que escoa de rachar clay. Do literatura nós achamos uma modificaçăo que usa há pouco tręs tubos ao invés de latas de lata barro-cheias marcar o tubo ends. Os tubos eram enfiada e termina bonés simplesmente foram fixados por hand. Nós também marcada este modelo da mesma maneira como o Montserratian eliminar a necessidade de virar a parte superior de tambor down. O 12-tubo modelo foi descontinuado a favor do modelo de 3-tubo.
Foram feitas várias modificaçőes ao retort. UM problema sério era que nozes oxidaram sobre os parafusos quando aquecido, os fazendo difícil para loosen. First nós tentamos soldadura uma 1/2-polegada rebar ao redor da abertura de tambor para a qual as cabeças de parafuso de cobertura eram entăo soldada. Isto impediu para os parafusos de virar com o nuts. Mas nossa segunda modificaçăo com abas, aberturas, e cunhas era mais mais efetivo. no que O anel reforçando foi retido como uma base robusta + qual soldar as abas de slotted.
Porque tăo pouco piche foi produzido--aproximadamente 1 quartilho por custo--nós tentada e preferiu a réplica com gás ports. There estava aproximadamente um 50 poupanças de por cento no combustível de pedaço e tempo de trabalho precisou correr + processo com portos de gás, mas pouca vantagem semelhante para pichar produçăo. Nós achamos a melhor colocaçăo para tubos de gás estava dentro o defronte terceira seçăo de cada drum. Outra inovaçăo efetiva com o modelo de porto de gás o uso de um pedaço de lata era cobrir a fornalha que abre os portos de gás uma vez seja lit. Isto ajudada mantenha aqueça dentro e fresco venta out. Sem isto, a réplica produziu mais marcas perto da cobertura.
A última modificaçăo para as réplicas era um cimento separado bloco e verteu, alojamento concreto reforçado em cima da réplica. Os tambores, montado em pernas um pé altas, deslize dentro ou fora para conserto ou replacement. Isto buscou terminado a oitava queimadura aceso réplica queimou fora a lata que apoiou o isolamento de terra. O custo de substituir a lata todo oito queimaduras representou aproximadamente meio o valor do product. As economias desta modificaçăo restos ser provada, como foi construído perto do fim de testar. Porém, cimento e blocos de cimento contęm bem para cima debaixo de calor Montserrat.
TESTES DE EFICIĘNCIA
Pelo menos foram feitos cinco testes em cada forno e desígnio de réplica. Foram feitos testes medir o rendimento em libras de comerciável carvăo em termos do peso forno-seco de madeira used. Marketable carvăo era que que năo passou por uma 1-polegada malha tela. para chegar a forno-secam pesos de madeira, nós determinamos o conteúdo de umidade de discos de amostra que estavam cortado da madeira entrando em cada custo de teste (Apęndices II e III).
A mesma provisăo de madeira, local, e operadores eram usadas para tudo testes com exceçăo desses em " carvoeiras ". Medidas foram feitas em carvoeiras atuais que săo operadas através de Montserratian " carvăo queimadores ".
Foram expressados resultados destes testes como rendimento de por cento em um forno-seque base: + número de libras de carvăo produziu de cada 100 libras de forno-seque madeira used. Como um assunto de interesse, eles também foram expressados como o por cento valor de calor líquido; quer dizer, + Btu de carvăo rendido de cada 100 Btu de contribuiçăo de madeira.
ECONOMIAS
Em ordem para determinar as economias de usar o carbonizando diferente técnicas, foram mantidos registros em trabalho e materiais custos para constroem equipamento, qualquer custo de manutençăo incorreu durante operaçăo, e o número de horas de pessoa de trabalho envolveu dentro operando o equipment. junto com dados de testes de rendimento no quantia comum de carvăo por queimadura, o número de queimaduras possível por um ano, e vida de equipamento, nós pudemos calcular o procede por dólar de investimento, com e sem custos de măo-de-obra.
Procede em cima da vida do equipamento foi calculada usando + rendimento comum de carvăo por queimadura, tempos as queimaduras calculadas por ano (50 semanas) para operaçăo de tempo integral, tempos os calcularam número de anos de vida de equipamento, tempos o preço de carvăo, calculada a EC $.50 por pound. Desde que carvăo é vendido através de volume a EC$5 por lata (9 x 9 x 14 polegadas), seu preço por libra varia com a densidade de tamanho de charcoal. UMA lata típica de carvăo pesa de 10 a 12 libras (EC $.50 para $.42 por libra).
Investimento em cima da vida do equipamento era figurado como o compra total valeu mais qualquer custo de manutençăo incorrido durante a vida do Investimento de equipment. e custos de măo-de-obra incluiu a anterior vantagem que as horas de pessoa precisaram operar o equipamento tempos EC$3 por taxa de trabalho de hora.
As figuras comparativas usadas eram o procede dividida por investimento mais labor. Os resultados mostraram a renda esperada derivada de cada dólar de despesa com e sem custos de măo-de-obra.
ACEITABILIDADE
Avaliaçăo de campo testa de técnicas diferentes com Montserratian queimadores de carvăo nos ajudaram a julgar a aceitaçăo relativa de + techniques. para apresentar as técnicas a queimadores de carvăo, nós, segurada uma demonstraçăo bem-anunciada de todo o models. para ajudar assegure uma audięncia que nós enviamos para uma carta a cada queimador de carvăo conhecido, e ofereceu para o almoço e para ônibus fare. Durante a demonstraçăo nós oferecida a emprestar fornos e réplicas em troca a festas interessadas para avaliaçăo em o que eles gostaram ou repugnaram aproximadamente o técnicas diferentes, e por que.
MATÉRIA-PRIMA
De observaçőes de métodos locais de produçăo de carvăo e conversaçăo com queimadores de carvăo, nós ganhamos uma avaliaçăo para o espécies preferidas, tamanhos, e umidade condiciona da madeira usada.
Nós levamos vários umidade amostras contentes de madeira de fresco-corte para determine quais espécies eram os mais secos, e entăo mais eficiente por carbonizar sem seasoning. Para tręs do a maioria das espécies populares, nós levamos umidade periódica amostras contentes de pilhas que temperam debaixo de telhado para 10 months. Isto era indicar a quantia de tempo necessário temperar estas espécies para arejar condiçăo seca, aproximadamente 20-25 conteúdo de umidade de por cento (base verde).
3. RESULTADOS DE E DISCUSSĂO
EFICIĘNCIA
Fora dos 16.56 forno-secam toneladas de madeira processadas em 51 testes, o técnica de carbonizaçăo mais eficiente em termos de rendimento era o réplica. A réplica com condensador de piche calculou a média 34 libras, e o replique com portos de gás calculou a média 33 libras de carvăo por 100 libras de forno-seque madeira (veja Mesa 1.)
Mesa de 1. Rendimentos de Média de Carvăo através de Método de Carbonizaçăo
YIELD Average Wood Yield Umidade de Oven-dry Rede de
Oven-dry Contente Yield Calor Carbono - (por cento) Peso de Coefficient Valor ization Năo. of (Base de green de Base de
Método basis) de Trials (por cento) Variaçăo de (por cento)
Replique 11 21 34 .22 51 com piche condensador
Replique 7 25 33 .29 50 com gás portos
MONTSER - 7 32 29 .10 45 ratian carvoeira
novo 6 27 26 .37 40 Hampshire forno
TONGAN 6 24 23 .45 36 forno
Míni 5 27 22 .24 35 CUSAB forno
MONTSER - 9 26 21 .35 32 ratian forno
Entre os fornos, os rendimentos diminuíram com tamanho de forno decrescente. O forno maior, a carvoeira, teve um rendimento comum de 29 libras e os tręs fornos de único-tambor pequenos tiveram rendimentos que calculam a média 22 libras de carvăo por 100 libras de forno-seque madeira. Entre este eram o New Hampshire forno rendimento de 26 libras para todo 100 libras de forno-seque wood. é interessante ver que o carvăo rendimentos de cova variaram menos que qualquer do others. Isto é mais mais provável devido ŕ experięncia extensa de operadores de carvoeira.
Com a exceçăo das carvoeiras, nossos resultados eram comparáveis para resultados de tentativas em outras partes do world. Nosso Míni CUSAB e modelos de Tongan estavam dentro de 1 por cento dos rendimentos achada para estes modelos em Fiji (Rocholson e Alston) . O New Hampshire rendimento de forno de aproximadamente 24 por cento em um clima frio compara com nosso rendimento comum de 26 por cento (Baldwin, 1958) . O bem Produtos Tropicais conhecidos Instituem (TPI) forno de desígnio semelhante e capacidade teve rendimentos que calculam a média 26 por cento em tentativas de sete países (Paddon e Parker, 1979; FAO, 1983) . E em Gana um forno semelhante teve rendimentos de 22 a 26 por cento (Lejeune, 1983).
Réplicas tęm rendimentos mais altos porque toda a madeira săo convertidas para charcoal. Em fornos, alguma da madeira está fora queimado para prover calor de processo, enquanto qualquer combustível de pedaço pode ser usado para carbonizar o madeira no retort. por exemplo, durante nossos testes nós usamos coco cascas, sucatas de uma madeira vizinha que trabalha loja, vento madeira, madeira de espécies năo servidas para conversăo a carvăo, como extravagante, filiais de espécies de carvăo aceitáveis que era muito pequeno para para ser comerciável, e papelăo esmaga do supermercado. Retorts usam os gases que saem da madeira, enquanto fornos desperdiçam a maioria deste gases. No modelo com o condensador de piche, săo condensados gases em piche que é útil preservando madeira e metal e consertando roofs. No modelo com portos de gás, os gases se tornam parte do combustível para o processo.
Embora a réplica estenda o recurso utilizável e dá rendimentos mais altos, requer mais trabalho que junta fuel. aproximadamente 350 libras de combustível de madeira de pedaço eram usadas por cinco-hora que incendeia do replique com piche condenser. perto de meio tanto combustível e horas de pessoa eram usadas pela réplica com gás ports. trezentos cinqüenta libras de 1 - 6-avançar lentamente madeira de diâmetro é menos que meio de um escolher-para cima load. poderia levar O mesmo peso de filiais claras até dois escolher-para cima loads. O típico escolher-para cima carga de dobrado madeira verde pesou 1500 libras.
O " forno de terra de carvoeira " melhorou muito que esperou. O processo carbonizando mais lento e mais baixas temperaturas usaram dentro o carvoeira năo dirigiu fora como muitos volatiles da madeira como o temperatura mais rápida, mais alta coloca no forno e retorts. como resultado, o carvăo de carvoeiras era mais pesado que que de fornos e réplicas. Nós operamos nossos fornos e replicamos rapidamente, como um do foram supostas vantagens para ser um turnaround mais curto cronometre dando potencial para maior production. Desde o maior peso por volume de carvăo de carvoeira estava devido a volatiles, o valor de calor, por volume estava greater. Uma lata de carvăo de carvoeira pesou 12 libras, considerando que o forno e carvăo de réplica de nossos testes pesada aproximadamente 10 libras por Fornos de tin. e réplicas pode ser operada mais lentamente, rendendo carvăo de maior peso.
Pesquise na Alemanha mostrou que leva mais energia para dirigir umidade de madeira durante carbonizaçăo rápida que faz dentro lento carbonizaçăo. [2] Estas poupanças de energia em carvăo lento-ardente covas também contribuem aos rendimentos bons deles/delas.
Outra diferença na operaçăo das carvoeiras contra o fornos e réplicas em termos de nossa pesquisa, era o operador
[2] comunicaçăo Pessoal com Dr. Arno Fruhwald.
experięncia. Carvoeiras de foram operadas através de queimadores de carvăo veteranos, enquanto os fornos e réplicas foram operadas através de primeiros cronômetros. Com operadores mais experientes, os fornos de metal provavelmente poderiam ser esperada dar melhor rendimentos.
Para descobrir a força de fogo precisou debaixo de uma réplica elevar a temperatura interna aos 900 graus ótimos F (USDA Floresta Serviço, 1961), nós usamos um pyrometer com thermocouple colocou no centro do charge. Quando nós incendiamos o replique tăo duro quanto nós pudemos, a temperatura interna alcançou um máximo de 1250 graus F ao término da queimadura, cinco horas depois de ignition. Disto aprendemos nós que um vigoroso mas năo todos-fora fogo era necessário.
Relativo a eficięncia em termos de horas de pessoa, havia menos madeira que corta para carvoeiras, mas trabalho mais duro que junta grama e cavando com pá " molde " ou sujeira, e separando o molde entăo de + product. acabado que Todos os fornos de metal requereram vários oportuno ajustes. que A operaçăo do forno de New Hampshire era relativamente controlável. Qualquer ajuste estava definido e ficado aquele modo até que o próximo ajuste era Ajustes de made. para o carvoeira esteja menos definida como o molde poderia trocar em qualquer momento e cria um buraco de abertura năo desejado, ou fecha um intencional. O único-tambor coloca no forno requerida a atençăo mais constante. Ajustes como tremer o tambor só eram temporários e tidos freqüentemente ser repetida.
Em contraste com operaçăo de forno, tudo aquilo era necessário em réplica operaçăo era remexer o fire. As fases sucessivas de carbonizaçăo era fácil de discernir nas réplicas que deram um senso de confiança no results. esperado UM grupo de 8 - para 14-ano-velho meninos operaram uma réplica prosperamente na primeira prova deles/delas sem supervisăo.
ECONOMIAS
Com praticamente nenhum investimento inicial, estava claramente a carvoeira + mais econômico (veja Mesa 2) . Inclusive o custo de trabalho, a carvoeira devolveu um US$8.60 calculado para todo dólar gastada. que O próximo método mais íntimo, o forno de New Hampshire, devolveu um US$4.60 calculado por dólar de expenditure. Únicos tambores por causa de baixos rendimentos, e réplicas por causa de vidas curtas, administrou ganhar só $1.34 e $1.05 respectivamente para cada dólar de outlay. Nenhum dos métodos perdeu dinheiro de acordo com nossas estimativas.
Estas comparaçőes eram terminadas em uma unidade de cada tipo. Algum favorável ajustes poderiam ser feitos para vários das técnicas. Operaçăo simultânea de várias unidades dos tambores menores com muito pouca adiçăo para custo de măo-de-obra deveria aumentar lucros. Em + caso das réplicas, uma mudança favorável em economias poderia ser feita aumentando o tamanho da unidade.
Mesa 2. As Economias de Diferente Carvăo Técnicas
Carvăo de Single Novo Artigo Cova de o Hampshire Drums Réplica
Product/charge de carvăo 654 285 41 77 (pounds) [um]
Năo. charges/week para a 1 3 5 3 Unidade de single
Proceeds/year de carvăo 16,350 21,375 5,125 5,775 (EC $) [UM]
Investment inicial 5/burn 3,000 40 400 [c] (EC $)
Life de equipamento 10 2 .05 0.1 (years)
OF DE PROCEEDS/DOLLAR 65 14 64 3 INVESTMENT (EC $)
To de hours/week de pessoa 11 21 25 25 operate uma única unidade [d]
OF DE PROCEEDS/DOLLAR 8.60 4.60 1.34 1.05 investment e trabalho (EC $)
[um] Carvăo rende baseado em 5-18 tentativas por técnica.
[b] preço de Carvăo = EC $.50/pound.
[c] Primeiro instalaçăo, depois disso EC$150.
[d] taxa de Trabalho = EC$3/hour; taxa de câmbio: EC$2.70 = US$1.00.
ACEITABILIDADE
O tempo disponível gastar com queimadores de carvăo enquanto eles campo-testaram fornos e réplicas estavam limitadas. Porém, nós éramos capazes para obtenha alguma avaliaçăo de Montserratians que os tentou. Aproximadamente meio os queimadores de carvăo da ilha (74) estava presente a nosso demonstraçăo que dura o dia inteiro. Depois da demonstraçăo, seis Montserratian fornos, quatro réplicas, que um Tongan colocam no forno, e um New Hampshire forno foi emprestado para prova de campo.
O produtor de carvăo maior da ilha campo-testou o New Hampshire forno. O levou várias queimaduras, um com nosso operador de forno, aprender a operar it. Ele reduziu a velocidade o processo fechando toda a abertura fura quase completamente e usando há pouco dois de quatro chimneys. Isto deu para os clientes dele o carvăo pesado eles want. que Eles se queixaram do carvăo mais claro que ele fez quando ele queimou isto dentro de 12 hours. que Ele mantém que eles săo começando a preferir o carvăo de forno de metal ao carvăo de carvoeira porque ilumina mais easily. Isto, ele figura, é porque ele năo precisa mergulhar brasas com água como ele faz com o carvoeira product. que O único problema é que năo carboniza bem pedaços de madeira mais de 6 polegadas em diameter. Na carvoeira, ele carboniza pedaços completamente até 16 polegadas em diameter. que Ele reivindica que o rendimento dele é melhor com menos trabalho com o New Hampshire forno. Ele comprou uma serra de cadeia usada, e madeira cortar é nenhum problema. Antes da serra de cadeia, ele tentou nosso arco viu e viu cavalo e os gostou muito.
Para modificaçăo de carvoeira, nós tivemos alguma 4-polegada que tubo de diâmetro fez em 6-pé chaminés longas com pernas de tripé soldadas no fundo os manter upright. Este mesmo queimador de carvăo tentou e gostou um chaminé ao término do carvăo dele pit. que Ele reivindica que o processo é speeded para cima, o produto é mais uniforme, e o rendimento é melhor que sem o chimney. A chaminé muda o fluxo de ar por fumaça removendo do fundo da cova em lugar de o topo. Isto força mais calor abaixe no custo e resulta em menos marcas ao fundo da pilha.
As réplicas foram recebidas bem; um homem tentou 11 próspero queimaduras, e os meninos na Casa do Menino correram queimaduras prósperas, também. Năo era necessário ter ajuda de pessoal de projeto opere réplicas. fora o que um homem achou, entretanto, que aqueles pedaços grandes, verdes fizeram năo carbonize bem no retort. que A característica piche-condensando tem năo abraçada por qualquer provador de campo--tudo tęm modelos de porto de gás.
Os fornos de único-tambor foram solicitados por vários Montserratians que quis fazer carvăo para o próprio use. deles/delas datar, nós năo recebemos nenhuma resposta entusiástica de provadores de campo destes Problemas de models. pareça ser fumaça nos olhos, e também muita atençăo precisada comparada a um carvăo pequeno pit. Again, nós, năo teve o tempo precisada reunir estas pessoas para ajudar os adquira começada. Ao início do projeto, portabilidade de fornos era ser de porém, importance. principal que Nós aprendemos que a grande maioria de carvoeiras estăo perto das casas do queimador de carvăo assim eles podem controlar eles better. que Eles nos contaram os esforços perdidos de fixar uma cova na floresta só para isto " tem sopro " a cinzas porque pôde năo seja monitorada habitualmente well. Carvăo queimadores pagam por transportar madeira para o houses. deles/delas A distância é raramente mais que tręs milhas. Eles fazem o próprio corte deles/delas e empilhando na margem de estrada.
MATÉRIA-PRIMA
De anos de experięncia, acharam queimadores de carvăo fora qual espécies săo muito satisfatórias para carvăo production. que Estes se aparecem em uma lista em Apęndice IV em ordem aproximada de prioridade.
A umidade em madeira tem um efeito negativo em rendimento de carvăo, ambos em quantidade e em time. Carvăo queimadores saiba isto, mas muito madeira verde é carbonizada por motivo de Fresco-corte de expediency.
săo listados conteúdos de umidade em Apęndice IV para as espécies nós medida. Tręs das espécies mais comuns secou para ótimo condiçőes em aproximadamente dois meses (Figura 1) . Depois deste tempo,
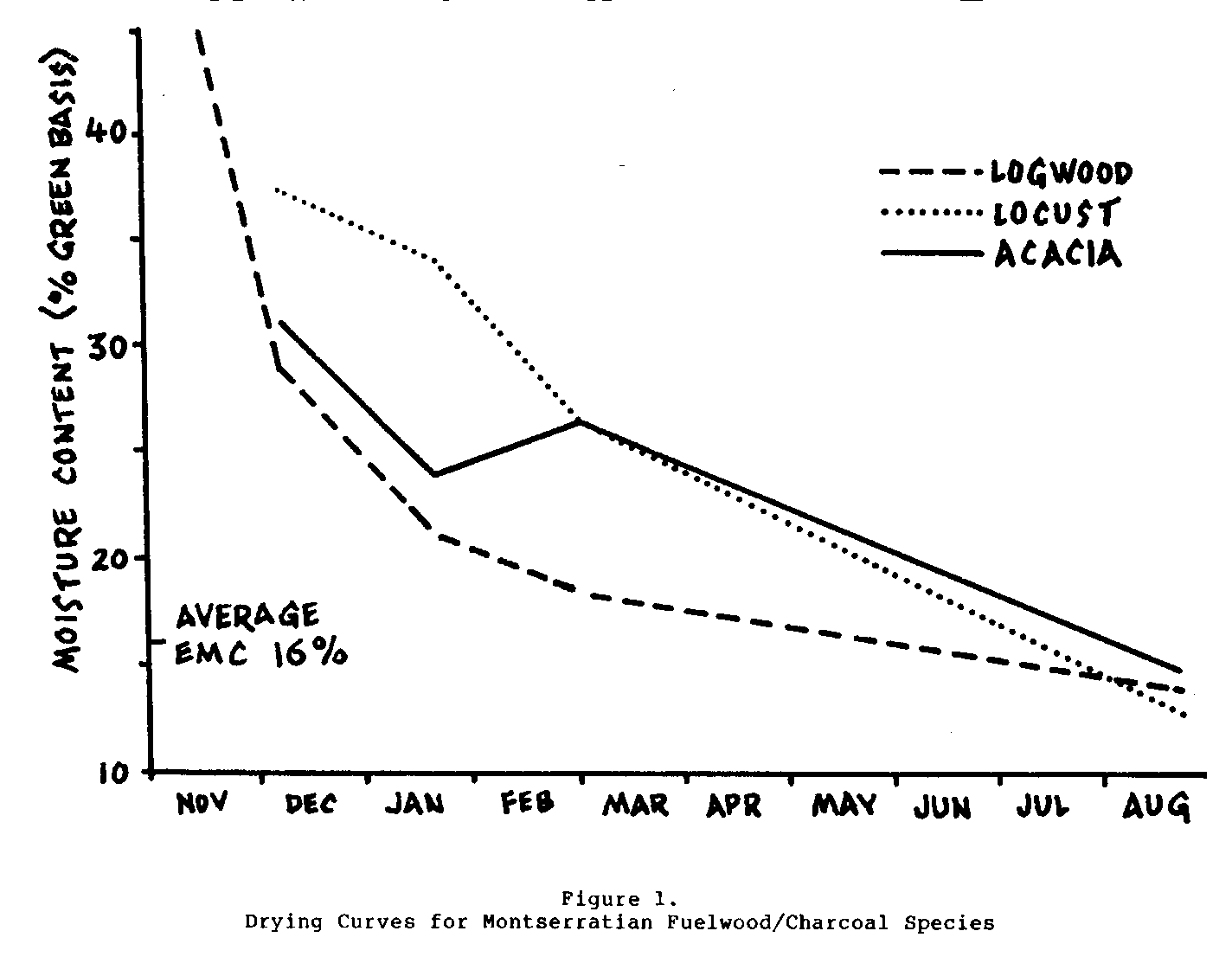
secando reduziram a velocidade consideravelmente e destruiçăo de inseto construiu up. Montserratian queimadores de carvăo temperam freqüentemente a madeira deles/delas para dois a quatro semanas, ŕs vezes more. Nós calculamos o efeito de temperar em carvăo yield. Para essas tentativas onde a madeira estava sobre 35 conteúdo de umidade de por cento (base verde), o rendimento comum era 24 por cento. Para madeira com menos de 20 conteúdo de umidade de por cento (base verde), o rendimento comum era 28 percent. Estas medidas foi levada em cima de todos os modelos de forno diferentes.
Por converter peso verde de madeira a volume cúbico empilhado e vice-versa, várias medidas foram feitas durante o recurso fase de avaliaçăo do project. que Mesa 3 dá para os resultados para as espécies listadas em Apęndice IV.
Mesa de que 3. Conversăo Fatora para Peso Verde de Wood para Volume Cúbico Empilhado
Conversăo de (libras verdes Type de Wood por pé cúbico empilhado)
Suitable para carvăo-- 22 menos que ou iguala a 3. 8 polegadas diâmetro peito altura (dbh)
Greater que 3.8 avançam lentamente dbh 27
Not satisfatório para carvăo 19
23 Global
Estes fatores de conversăo podem ser úteis calculando rendimentos onde nenhuma balança é available. Ou eles podem ser usados para converter medidas de silvicultura geralmente usadas de volume empilhado para peso para valor de combustível ou estimativas de conversăo de carvăo.
QUALIDADE DE CARVĂO
O que é qualidade boa por cooking? Montserratians gosta de carvăo dentro pieces. grande, pesado A densidade mais alta dá mais " substância " ou conteúdo de calor por volume, e assim dura mais muito tempo também em um stove. Isto năo arrombe prontamente para cima fines. Porque tem um relativamente porcentagem alta de volatiles, ilumina mais facilmente também. O fato que fuma um pouco que mais é de menos importance. Este tipo de carvăo entra de carvoeiras no modo que eles normalmente săo operados, mas com experięncia, pode vir de fornos e também pode replicar.
4. CONCLUSŐES DE
Nossos espetáculos de prova que, apesar das perdas de energia incorridas dentro madeira convertendo, carvăo é um combustível de arte culinária merecedor para Montserrat e aqueles métodos de produçăo tradicionais năo săo desnecessariamente esbanjador. que As carvoeiras de Montserratian tradicionais podem prover rendimentos de carvăo que é comparável aos rendimentos de maior metal coloca no forno e réplicas, e é superior em rendimento único-tocar tambor fornos. Eles săo o menos método caro de carbonizar madeira. Além disso, as carvoeiras podem ser modificadas com uma chaminé simples para aumente rendimento de carvăo e uniformidade.
Metal coloca no forno e podem ser queimadas réplicas a uma taxa mais lenta para melhorar rendimento e qualidade de carvăo, de acordo com nossos testes, mas requer madeira cortando extra, embora trabalho físico menos global que carvăo covas.
Nós também achamos aqueles pedaços grandes, verdes de madeira năo dăo bem resultados em fornos de metal ou retorts. Seasoning madeira antes de carbonizar dę melhor rendimentos, com dois meses como o ótimo tempo por temperar.
Nossa experięncia de pesquisa também nos conduz ŕs sugestőes seguintes para pesquisa de futuro e outros programas:
* UMA réplica fez com folha de aço (3/16 ou 1/8 polegada grosso) bastante que tambores usados poderiam alterar suas economias favoravelmente.
* Clean, carvăo ensacado poderia substituir a quantia pequena de importou briquetes de carvăo.
* que Mais informaçőes deveriam ser juntadas em species' umidade verde Conteúdos de , temperando taxas, gravidades específicas, e conversăo, fatora para peso a volume cúbico empilhado.
* UM programa de disseminaçăo deveria ser montado para adquirir exposiçăo de máximo dos resultados do último ano. O tema deveria ser " carvăo é um combustível alternativo para todo o mundo ".
* trabalho Adicional no uso de chaminés simples para melhorar carvăo descaroçam desempenho poderia ser benéfico. Yield que medidas devem seja usado para ajudar julgue a efetividade de chaminés.
* que Um programa educacional deveria ser montado em " floresta boa que colhe práticas " para queimadores de carvăo.
APĘNDICE DE EU
CONSTRUÇĂO DE E USO DE CARBONIZAR TÉCNICAS CARVOEIRA DE MONTSERRATIAN
CONSTRUÇĂO
Ferramentas
* cavam com pá (pá), alfanje (machete)
Materiais
* sujeira solta, folhas verdes ou grama
Método
Escave uma cova quatro para seis pés largo através de cinco a 100 pés longo, através de um a quatro pés fundo no Oriente de ground. a cova comprimento paralelo ao winds. Provide prevalecente para drenagem cavando um canal pequeno tăo fundo quanto a cova e se inclinando fora da Posiçăo de pit. dois stringers paralelo (varas ou postes) aproximadamente tręs a quatro polegadas em diâmetro e tręs taxa separadamente em + fundo, ao longo do comprimento do pit. em cima de e perpendicular para o stringers, empilhe a madeira a ser carbonizada. Toda a madeira deveria ser cortada ŕ mesma Pilha de length. a madeira firmemente minimizar spaces. nulo podem ser usados prazos Curtos preencher spaces. Leave nulo tręs ou quatro polegadas de liberaçăo entre os fins de pedaço e os lados do pit. Put dois estacas cinco pés longas no chăo a cada fim do stringers a stringer width. Estas estacas se atrasarăo o fins da pilha e será usada para ajudar controle o desenho quando o forno está em operation. Stack maior e menor diâmetro compőe, mas a maioria dos pedaços maiores deva estar no topo a metade do kiln. Ao fim escolhido para iluminando (normalmente o fim de barlavento), empilhe varas secas e marcas de burns. prévio Isto ajudará para a queimadura a adquirir começada. Depois de empilhar, cubra a pilha inteira com verde gramas e folhas de forma que o canot de madeira săo seen. Aproximadamente um dois polegada camada vai do. Then cavam com pá aproximadamente tręs polegadas de sujeira em cima de topo do pile. inteiro As quatro estacas deveriam ser aderindo aproximadamente seis polegadas sobre o dirt. Em covas mais muito tempo que 10 pés, estacas podem ser esmagadas em cada lateral da cova assim eles aderem na pilha de madeira e protraem da sujeira em + exterior. que Eles podem ser apoiados por um Y amoldou estaca no fim exterior para stability. Ao centro de fundo do barlavento fim onde a pilha estará iluminada, parta um um caminha honestamente abrindo na sujeira e grama.
Iluminar a construçăo de forno um fogo pequeno, e quando bem underway com carvăo bons, cave com pá os carvăo na base da pilha ŕ iluminaçăo point. modos Alternados de iluminar săo usar um querosene saturou trapo ou alguns pedaços de măo-tamanho de borracha velha pneu inseriu em um buraco debaixo do ponto de iluminaçăo e lit. Dentro um assunto de fumaça de minutos será visto próximo fora o oposto fim da cova (ou modo de parte ao longo dos lados em um longo cova). que UMA abertura pequena pode ser partida perto do topo ao sotavento termine para ajudar promova um draft. inicial Depois de 15 minutos ou assim quando a fumaça está vindo prontamente fora do fim de sotavento de + forno, podem ser enchidos ambos os buracos em primeiro de grama, entăo, com dirt. contanto que o forno esteja emitindo fumaça branca grossa, carbonizaçăo está procedendo como planned. Quando fumaça azul for muito ar manchado está entrando ŕquela mancha e o buraco lá que será óbvio deveria ser coberta com grama e sujeira até a fumaça azul stops. Como carbonizaçăo progride, a altura da pilha se desmoronará lentamente para aproximadamente um meio o height. original Se fumaça branca reduz a velocidade modo ou deixa de emitir, pode ser deixado ar entrar a pilha meneando o stakes. protraindo A taxa de queimar dependerá no quantia de umidade na madeira, o tamanho da madeira, o densidade da madeira, e a quantia de ar permitiu passar pelo kiln. serăo aproximadamente 40 pés cúbicos empilhados de madeira processada cada day. Assim uma pilha de madeira cinco antes de quatro antes das 10 pés levariam aproximadamente cinco dias a carbonize. Quando carbonizaçăo está completo, permita a cova para esfriar fora contanto que lá é nenhuma fumaça que vem da pilha, para pelo menos um day. Quando carvăo extraindo, mantenha um balde de água perto mergulhar qualquer embers. ao vivo O carvăo deveria ser permitido arejar fora dentro um lugar onde năo há nenhum perigo de incęndio durante pelo menos 24 horas antes de armazenar isto onde pudesse causar dano se iluminou.
- CARVOEIRA; DE MONTSERRATIAN
- AFRICANO 3-TUBO MÍNI-CUSAB (MODIFICOU DO MÍNI DE 12-TUBO CUSAB)
CONSTRUÇĂO
Ferramentas
* welding/cutting equipamento, cinzele, martelo
Materiais
* 50 galăo tambor * cobrem de outro 50 galăo tambor, ou pedaço equivalente de lata plana * 3 pedaços de enfiou 2 " tubo muito tempo aproximadamente 3 " * 3 bonés enfiados para os tubos.
Método
Corte 3 buracos ao longo do comprimento do barril a mesma distância longe de cada other. Weld um pedaço de tubo para cada buraco, fim enfiado que enfrenta longe de drum. Cut fora o topo do embarrile, enquanto deixando um 2 polegada lábio ao redor da extremidade de topo.
OPERAÇĂO
Operar o míni-CUSAB, desparafuse o boné do fundo tubo e enfrenta os tubos no wind. Start um fogo vivo dentro + fundo do drum. Begin para somar madeira aproximadamente 3 ' longo ou mais curto até o forno é sobre meio full. Allow o forno para queime até carvăo vermelhos pode ser vista no fundo do forno pelo Fim de hole. fora o buraco de fundo com o boné e abra o segundo one. Continue para acrescentar madeira ao kiln. Allow para queimar até carvăo vermelhos pode ser visto no segundo buraco. Feche este buraco e abra o topo e hole. Allow final o coloque no forno para queimar até que está cheio de charcoal. Then íntimo o buraco final, vista a cobertura e marque o forno pondo lixe em cima da cobertura ao redor do edges. Esteja seguro que năo ar está entrando no kiln. Ao longo da queimadura, esteja seguro aquela fumaça branca grossa está vindo do kiln. Se a fumaça é azul que sugere que muito ar está no forno e + carvăo está sendo up. queimado pelo que O forno pode ser controlado tremendo o forno, enquanto empacotando isto firmemente com madeira e pondo a cobertura em reduzir a quantidade de ar que entra nisto.
-
3-TUBO; AFRICANO MÍNI-CUSAB
-
12-TUBO; AFRICANO MÍNI-CUSAB
-
MONTSERRATIAN FORNO (MODIFICOU DE COSTA RICAN KILN)
CONSTRUÇĂO
Ferramentas
* martelam, cinzele, fita
Material
* 50 galăo tambor * cobrem de outro 50 galăo tambor, ou pedaço equivalente de lata plana.
Método
Corte para um 6 polegada diâmetro redondo buraco no centro do fundo do tambor.
Recorte o topo do tambor, enquanto deixando um 2 polegada lábio ao redor do extremidade.
OPERAÇĂO
Fixe para tambor aproximadamente 4 polegadas fora o chăo em alguns troncos ou pedras. Carga 32-33 polegada longo adere vertically no tambor, enquanto partindo uma 6-polegada aberta coluna de diâmetro no Pacote de center. as varas para partir ao ar livre como pequeno espaço de ar como possible.
coluna de centro pôs papel e direito de varas seco no topo. Ilumine o forno empurrando uma bola iluminada de papel abaixo o toque tambor ao hole. aberto Como as queimaduras acendendo, some mais combustível, seque no princípio e madeira mais verde later. Quando o topo fora de + tambor se pőe muito quente a toque, bata fora os troncos (pedras) de debaixo do tambor de forma que isto senta no chăo. Continue somar combustível como a madeira queimada que cai licenças.
Depois de uma hora ou assim uma carga de madeira é posta dentro com algumas varas protraindo ligeiramente sobre o topo da posiçăo de tambor a tampa em topo. que Isto reduzirá a velocidade a taxa ardente. A sobre de hora em hora madeira de intervalos pode ser somada para o próximo 3-6 hours. Se o fogo ameaça sair, leve a tampa off. UM mais extremo medida seria inclinar o tambor para um time. Set curto isto em uma vara pequena ou balança para deixar mais ar entrar a Carga de bottom.
marcas de uma queimadura anterior last. para reduzir a velocidade o queimando a qualquer hora, trema o tambor para resolver a madeira down. Isto reduz o ar espaça entre madeira pieces. Quando fuma voltas de principalmente branco para principalmente azule, e (através de inspeçăo debaixo de a tampa) toda a madeira carbonizou aparentemente no lado de fora dos pedaços, marque o forno pondo bom, limpe (nenhuma vara, folhas, etc.) lixe ao redor da base e ao redor do extremidade do lid. Make seguro nenhum ar pode entrar ou pode fumar adquira fora. Let o forno esfria durante a noite abaixo antes de descarregar carvăo o dia seguinte.
- MONTSERRATIAN; KILN
- COSTA; RICAN KILN
TONGAN FORNO
CONSTRUÇĂO
Ferramentas
* cinzelam, grave, martelo
Materiais
* 50 galăo tambor
Método
Recorte uma 8 " tira abaixo o comprimento do drum. Keep o pedaço recortou para ser usada como uma cobertura.
OPERAÇĂO
Incendiando
Ponha o forno em seu lado com a abertura que enfrenta para o vento. Prop o forno com uma pedra de forma que a extremidade de fundo de a abertura é aproximadamente 3 " do ground. Start um fogo dentro o forno (com ramos, etc.) por seu length. Add cheio seque varas. Está preparado para se transformar o forno no vento nada tempos para manter um fogo plano e vigoroso.
Carregando primeiro
Quando há um bem, forte e até mesmo andamento de fogo, some mais madeira lentamente, os pedaços pequenos primeiro assegurar que o fogo mantém seu state. Stop vigoroso somando madeira quando seu nível há pouco surge anterior a extremidade de fundo da Licença de opening.
tempo suficiente para a madeira para queimar em brasas, entăo rolo, + forno atrás removendo a pedra na que está apoiando isto preparaçăo para o segundo loading. Brands que é o madeira em parte queimada de queimaduras prévias, pode ser carregada em + forno quando o fogo está queimando vigorosamente ou em qualquer fase depois do carregar primeiro.
Segundo Carregando
Apóie o forno de forma que a extremidade de fundo da abertura é agora aproximadamente 6 " - 8 " do ground. Isto ajudará bloquear ar do carvăo já formado durante o carregar primeiro. Soma mais madeira, enquanto tendo certeza que queimando até mesmo e força de + fogo é maintained. Stop que somam madeira quando seu nível vem sobre a extremidade de fundo do opening. Leave suficiente tempo para a madeira para queimar em brasas, entăo rode o forno atrás em preparaçăo pelo terço carregar.
Terço Carregando
Nesta fase a abertura deveria ser aproximadamente 12 " - 16 " do chăo. Add a madeira maior, tendo certeza que queimando até mesmo e força do fogo é maintained. Stop que somam madeira quando o nível surge a extremidade de topo do opening. Allow a madeira para queimar em brasas.
Final Carregando
Gire o forno de forma que a abertura está apontando diretamente para cima. Soma madeira, enquanto tendo certeza que queimando até mesmo e força do fogo é maintained. Quando o forno estiver cheio com madeira, permita tempo suficiente por queimar em brasas.
Marcando Fora
Quando toda a madeira do carregar final carbonizou, leve o corte-fora pedaço obtido durante a construçăo do forno e cobre a abertura com it. Roll o forno em cima de de forma que o abertura lacrada mente apartamento no ground. Using luvas, cabo, a cobertura em lugar enquanto rodando o kiln. Seal o fundo extremidades com areia para fazer para o forno airtight. Leave suficiente tempo para o forno para esfriar fora, normalmente aproximadamente 4-5 horas, antes de tirar o carvăo.
-
TONGAN; KILN
-
NEW HAMPSHIRE (PEDRA PRETA) FORNO
CONSTRUÇĂO
Ferramentas
* welding/cutting equipamento, grave, extremidade direta
Materiais
* Duas folhas de 1/8 " ou 3/16 " prato aço 61 ' x 101 ' * 24 pés lineares de 4 " tubo galvanizado * Quatro 4 " tubo galvanizado acotovela (opcional) * 40 polegadas de 1/2 " vara reforçando (5 manivelas) * 40 pés lineares de 2 " ferro de ângulo * oito pedaços de lata sete polegadas honestamente ou oito pintura enlata tampas.
Método
Para o corpo de forno, corte pela metade para uma folha de aço lengthwise. Em cada meia marca tręs linhas perpendiculares pela largura assim que o comprimento é quartered. que Cada seçăo deveria ser dois e um meio pés wide. Ao longo de cada linha marcada cortou tręs aberturas que representam aproximadamente um meio o comprimento de linha total. que Isto é debilitar a folha para facilitar dobrando ao longo do Corte de line.
um modelo de papelăo de um ângulo de 135 degrees. Bend cada folha ao longo de as linhas de forma que cada ajustes de curva o papelăo model. UM temporário giga pode ser feita segurar a folha durante dobrar. Depois de dobrar, solde os dois pedaços junto para fazer um octogonal forma. Weld as aberturas dobrando de forma que eles săo ar apertado. Reinforce todo o modo ao redor do fundo soldando em ferro de ângulo.
Solde ângulo direito férreo ao redor do topo de forma que isto age como reforço e uma xícara para segurar areia e apoiar o cover. A + centro de fundo de cada seçăo, firmemente solde uma oito polegada pedaço quadrado de folha steel. Cut um buraco por cada um destes e o corpo de forma que os buracos é centrado o reforçando pratos. Estes oito buracos deveriam ser ligeiramente maior que os diâmetros externos dos cotovelos de tubo para permitir para fácil inserçăo dos tubos, mas pequeno bastante para segurar o cano de chaminé vertically de tubos sem apoio adicional.
Da segunda folha, cortou a cobertura assim tem um cônico amolde, ajustes dentro do ferro de ângulo de topo e tem uma oito polegada buraco de diâmetro ao top. Os oito triângulos que compőem a cobertura está medida na folha com bases de 30 polegadas e lados de 38 inches. para minimizar corte caro, dois ou tręs seçőes adjacentes podem ser recortadas como um piece. Nisto caso o método de abertura pode ser usado para dobrar nas linhas entre seçőes.
Antes de soldar as seçőes junto, os apresente em lugar com as bases de triângulos que descansam no ferro de ângulo de topo de + corpo e os topos que descansam em um pouco de apoio provisional dentro + center. Desde que é difícil de cortar e dobrar precisamente esta é a chance a costume ajuste a cobertura ao body. Qualquer sobrepőe de uma seçăo em cima de outro pode ser marcada para guiar cutting. final Quando todas as seçőes ajustaram, eles săo soldados junto. Entăo um oito polegada buraco de diâmetro está cortado no topo centro do cover. Uma oito polegada chaminé de diâmetro, oito, polegadas alto é soldada ao redor do hole. Then para o que um boné é feito ajuste em cima do chimney. Sides do boné se deveria estender até + cover. que UM colarinho dois polegada alto é soldado ao redor do fundo da chaminé segurar a areia da que marca fora o fundo + boné quando está no chimney. Using 1/2 polegada reforçando vara, săo soldadas manivelas em cima do boné de chaminé e no cobertura. que săo espaçadas Quatro manivelas na cobertura para duas pessoas vestir isto e se ir isto.
Quatro cano de chaminé transporta aproximadamente seis pés longo é feita de quatro polegada tubo. Se cotovelos estiverem disponíveis, eles săo enfiados ou săo soldados sobre o fundo end. Se cotovelos năo estăo disponíveis, uma seis polegada, pedaço longo do fim de fundo pode ser cortado ŕs 45 [graus], girou, e soldou em uns 90 [graus] curva.
OPERAÇĂO
Carregando o Forno
Madeira cortada para um comprimento aproximadamente igual ŕ altura do forno (3 pés em nosso caso) . Prepare o caroço sobre qual o madeira será empilhada amarrando tręs varas junto ao uma termine para fazer para um tripod. Place o tripé no centro exato de + kiln. Crumpled que săo empilhados papel, varas secas, e ramos entre o tripé legs. A madeira a ser feita em carvăo é vertically cuidadosamente apoiado contra o tripé e é empilhada igualmente ao redor de todo o sides. deveriam estar Os pedaços mais longos de madeira colocada perto do centro.
Deveriam ser empacotadas varas de diâmetro maiores sobre um trimestre de + modo do centro para o outside. Vara diâmetro deve seja limitada a 6 inches. que podem ser divididos pedaços Maiores longitudinalmente. Continue empacotando o forno até lá năo é nenhum espaço aberto entre a madeira e o kiln. devem pedaços grossos Curtos e marcas seja colocada em cima e usado encher spaces. vazio Se desejou + forno pode ser fixado em seu lado até a pilha é meio completada, entăo cuidadosamente abaixe em cima do pile. Make seguro o tripé está no centro do forno.
Incendiando o Forno
Vista a cobertura mas deixe para o boné off. Pour aproximadamente 1 quartilho de querosene pelo buraco no cover. Make seguro que o querosene abaixa o combustível na Luz de tripod. o forno pelo topo hole. Add pedaços pequenos de varas secas se necessário manter o fogo cedo.
Permita o forno para queimar para aproximadamente 20-30 minutes. Lightly cobertura + fundo do forno com areia para marcar isto com o chăo. Areia ou sujeira deveriam estar bem e livre de varas, folhas, e pedras. Mar areia marca bem, mas apressa oxidaçăo do acere devido ao salt. Keep a areia de entrar ou bloquear desenho e cano de chaminé holes. Examine o cano de chaminé pia para ter certeza que eles năo săo entupidos com tar. Hold os cotovelos do tubos em cima da chama que vem do buraco de boné para os esquentar. (Isto ajuda com adquirir um desenho bom.) Depressa ponha os tubos em todo outro hole. Se fuma vazamentos de outras partes do coloque no forno, estes lugares deveriam ser marcados com sand. limpo Quando tudo os tubos estăo em lugar está na hora para vestir o boné e selo ao redor suas extremidades com sand. Os tubos de cano de chaminé deveriam estar pondo agora fora fumaça branca, feebly no princípio mas se pondo mais forte. Se um tubo pára ou năo começa desenho que deveria ser afastado, clareou, esquentou para cima, e substituiu no forno.
Ao cuidado de Forno Enquanto Coaling
Durante as fases cedo, se fumaça deixa de passar o tubos ou fica muito fraco, leve o boné pouco tempo fora para e permite o fogo para arder para cima pelo caphole, enquanto somando varas mais secas se Fornos de necessary. nos que săo iluminados o tarde pode ser partida durante a noite mas deve ser reduzida a velocidade abaixo por quase fechando os buracos abertos com os pedaços de lata (pintura possa tampas trabalham bem).
Quando toda a madeira em uma seçăo do forno é virada em carvăo, o brilho de carvăo vermelho ŕquele buraco e o adjacente tubos só enviam para smoke. magro, azul que assegure uma queimadura plana ao longo do forno, podem ser trocados tubos a buracos com ardendo carvăo até o cano de chaminé tubo buracos espetáculo arder original carvăo. Como cada seçăo mostra ardendo carvăo, remova os tubos e fecha os buracos com lata, e os cobre com sand. Se permitida queimar muito quente, os lados de forno deformarăo permanentemente, colocaçăo de chaminé fazendo que difficult. E o aço văo oxida mais rapidamente, enquanto reduzindo forno life. depois que carvăo vermelhos tiverem mostrada a todos os buracos, remova todos os tubos e marque todos os buracos com aço ou coberturas de lata apoiadas por sand. limpo, bom que Isto pode ser oito a 12 horas depois de iluminar, dependendo da umidade conteúdo do wood. Make seguro depois que vocę selo que há nenhuma fumaça que escapa de anywhere. Leave aproximadamente 12-24 horas para esfriando antes de opening. Se o forno ainda sente esquente năo deva ser opened. Se uma queimadura mais lenta é desejada para um produto mais pesado, mais sólido, só dois tubos em lados opostos, do forno pode ser usada, e todas as aberturas quase deveriam ser cercada com tin. Neste modo, a queimadura levará 15 pelo menos horas.
Ao cuidado de Forno Entre Custos
Proteger juntas soldadas, controle o forno com care. năo Faça deixe o forno representar períodos longos em seu side. Let o forno abaixo de seu gently. lateral proteger de oxidaçăo quando năo em uso, monte o forno em tręs pedras espaçadas uniformemente ao redor as extremidades para rejeitar isto do chăo úmido.
-
FORNO; DE NEW HAMPSHIRE
-
JAMAICANO 2-TAMBOR RÉPLICA COM CONDENSADOR DE PICHE
CONSTRUÇĂO
Ferramentas
* welding/cutting equipamento, torcedura de tubo, pá,
Materiais
* 1 - 2 " tubo, 2 pés longo, enfiou a um fim * 1 - 2 " tubo, 10 pés longo, enfiou a ambos os fins * 1 - 2 " tubo, 3 pés longo, enfiou a um fim * 1 - 2 " tubo T * 1 - 2 " colarinho de tubo * 1 - 3/16 " aço de folha 36 " x 36 " para porta, abas, e entala * 1 - 3 ' x 6 ' de metal laminado de lata * 2 - 50 galăo tambores * 15 pés lineares de ferro de ângulo * 7 pés lineares de 1/2 " vara reforçando * 50 - 6 " blocos de cimento * 5 bolsas de cimento areia de *
pedregulho de *
terra de *
* que reforça malha, 6 ' x 6 '
Método
Remova o topo e assente de um drum. Remove só o tampe junto da outra Solda de drum. estes dois tambores, deixando o fim fechado ao outside. Put os menos danificaram fim do tambor sem topo ou assenta para o exterior. Solde o colarinho enfiado no topo do fim fechado.
Solde ferro de ângulo ŕ frente, meio, e parte traseira da câmara assente para apoio (veja esboço) . Weld a vara reforçando ao redor da frente externa da câmara só atrás do tambor lábio.
Solde 5 ou 6 abas de slotted para o fora do reforçar toque assim eles protraem além da frente do Espaço de chamber.
eles eqüidistante ao redor do circumference. Cut aberturas no lugares apropriados na porta de aço assim as abas podem passar por quando a porta está na câmara.
Faça cunhas para derrubar pelas aberturas no tabs. Eles aperte a porta no chamber. Do metal laminado de lata, forme uma gaveta curvada para ajustar dentro do chamber. Dobrar em cima da extremidade dianteira duas vezes provę uma manivela para puxar o gaveta fora.
Escave uma trincheira (ou constrói um bloco de cimento ou parede de pedra para forme uma " trincheira ") 1 pé profundamente, pés 1 pé largos, e vários mais muito tempo que o comprimento de réplica (podem ser soldados 2 a 4 tambores junto formar a câmara) . Set a réplica em cima da trincheira com aproximadamente 4 polegadas da trincheira que protrae da parte traseira de + retort. Using que cimento bloqueia, construa ambos ao redor para uma parede lados e a parte traseira para um nível a meio caminho para cima na câmara. Continue a parede traseira para sobre o chamber. Form, reforce, e verte um telhado curvado em cima da réplica, enquanto deixando aproximadamente dois polegadas espaçam entre isto e o Local de chamber. da parte traseira parede deveria deixar 4 polegadas liberaçăo ŕ parte de trás do câmara. Sobre este espaço no centro da licença de telhado uns 4 polegada buraco para uma fumaça outlet. There deveria ser um buraco dentro o parede traseira para permitir o 10 pés pedaço de tubo para atravessar para o collar. enfiado Ao outro fim do tubo longo, + meio do T é threaded. Then que o tubo curto é enfiada ao fundo e o oito pés pedaço é enfiado para o topo, aderindo diretamente para cima no air. UM tripé simples amarrada com arame pode ser usada para apoiar o peso deste piche condensador perto do fim com o T. O tubo longo que vem de a réplica deveria se inclinar downwardn para o T. que UM balde é colocada diretamente debaixo dos tubos verticais do T para colecionar a água condensada e piches.
OPERAÇĂO
Wood ser carbonizada está carregado na câmara de réplica partindo como pequeno espaço nulo como possible. Once carregado, o porta é posta na frente da réplica e é afiançada e apertada por cunhas inseridas nas aberturas de aba.
Um vigoroso, mas năo todos-fora fogo é construída para o inteiro comprimento da caixa de fogo debaixo do retort. Este fogo é mantido durante cinco ou seis horas até a fumaça que vem do tubo vertical diminui a quase Combustível de nothing. pode ser qualquer esmague madeira que năo tem nenhum uso melhor.
Deixe a réplica esfriar durante a noite antes de se ir a porta e extraindo o charcoal. Then permitem para o carvăo 24 horas para areje em um lugar onde se acender, năo será um perigo.
- R;ÉPLICA DE 2-TAMBOR JAMAICANA COM CONDENSADOR DE PICHE
- JAMAICANO 2-TAMBOR RÉPLICA COM PORTOS DE GÁS
CONSTRUÇĂO
Ferramentas
* welding/cutting equipamento, pá,
Materiais
* Same como réplica com o condensador de piche, menos substituto, dois quatro-polegada comprimentos de 2 " tubo para os tręs Pedaços de de 2 " tubo.
Método
Mesmo como réplica com condensador de piche exclua colarinho enfiado a crie de câmara, e todos os tubos conectados.
Substitua dois tubos soldados ao fundo da câmara como portos de gás. que O fundo termina dos tubos deveria pescar para a parte traseira da câmara ŕs aproximadamente 45 [graus] . que Cada tubo deveria ser localizada no terço dianteiro de cada drum. que A gaveta deve tenha buracos perfurados nisto nos locais dos portos de gás para facilite passagem dos gases.
OPERAÇĂO
Mesmo como a réplica com condensador de piche, exclua a adiçăo de abasteça debaixo da réplica pode parar depois dos portos de gás está ardendo (depois de 2-1/2 a 3 horas) . Once que abastece é parado, um velho pedaço de lata pode ser colocado pela abertura de caixa de fogo para impeça brisas frescas apagar as chamas, e segurar aqueça debaixo do fim dianteiro da réplica.
- R;ÉPLICA DE 2-TAMBOR JAMAICANA COM PORTOS DE GÁS
APĘNDICE DE II
EFICIĘNCIA RELATIVA QUE TESTA PROCEDIMENTOS PARA FORNOS DE CARVĂO
Para comparar desígnios diferentes de fornos, todas as variáveis diferente de desígnio de forno que poderia afetar eficięncia como combustível espécies, conteúdo de umidade e tamanho; o operador e sucessăo operacional e horário; e tempo será celebrado como quase consistente como possível.
O procedimento de prova é:
1. Take uma amostra representativa da madeira que entra no forno para determinar conteúdo de umidade (MC). discos Uma polegada grossos deveria ser cortado de diâmetros diferentes e do meio reparte das varas. Approximately cinco amostras por tonelada de madeira deveria ser adequado. (10-15 por corda de padrăo.)
2. Cada disco deveria ser etiquetado (com marcador mágico) identificar o teste e número de disco.
3. Weigh os discos imediatamente e registra os pesos defronte a identificaçăo. Weigh para a mais próxima um-décima onça.
4. Record o peso de toda a madeira que entra no forno.
5. Carbonize a madeira.
6. Depois de carbonizaçăo, registre o peso de todo comerciável Carvăo de .
7. Record o peso de todas as marcas de uncarbonized.
8. Weigh e registra o peso de (ou estimativa) as multas debaixo de uma polegada tamanho de cubo (uso de uma peneira com um-polegada buracos văo facilitam a separaçăo de tamanho de partícula).
9. Record horas de pessoa para tender o forno.
10. Se desejou, extraia uma amostra representativa de cerca de dois bate de carvăo para análise de proximate.
11. Back no centro de teste, ponha umidade amostras contentes dentro Forno de a 220 graus F (105 graus C) e com intermitęncia pesam e secam até nenhuma perda de peso adicional é mostrada. Registro o peso forno-seco. Vai năo perder nenhum pedaço de Latido de ou madeira.
12. para calcular eficięncia de forno em um peso verde de madeira Base de (EG):
Weight de carvăo comerciável EG =----------------------------- (100) peso Verde de madeira
ou em um peso forno-seco de base de madeira (ED) que elimina a maioria da variabilidade em eficięncia devido a umidade Conteúdo de :
Peso de de carvăo comerciável ED =----------------------------- (100) Oven-dry peso de madeira
Oven-dry peso de madeira = 1 menos madeira MC (base verde) em forma decimal cronometra peso verde madeira de of.
Wood MC (base verde) = amostra Original peso verde menos Sample forno peso seco Original amostra peso verde
MC provam podem ser somados pesos para peso verde e para peso seco para chegar ao MC comum.
Resultados poderiam parecer baixos, mas calculou deste modo, o máximo eficięncia só pode alcançar ligeiramente mais que 30 por cento.
Uma eficięncia baseado em valores de calor de rede (ENHV) também pode ser calculada usando as suposiçőes seguintes:
* Forno madeira seca dá 8,500 Btu por libra. * Umidade requer 1,200 Btu por libra para evaporaçăo. * Carvăo dá 12,500 Btu por libra e a fórmula:
Pounds de carvăo comerciável x 12,500 ENHV =----------------------------------------------------------- (Libras de forno-seque madeira x 8,500) menos (libras de umidade cronometra 1,200)
Libras de umidade = madeira MC (base verde) em forma decimal cronometra peso verde de madeira.
Libras de forno-seque madeira = 1 menos MC (base verde) em forma decimal cronometra peso verde de madeira.
Em prática năo é necessário considerar o carvăo MC a menos que fosse usada água para extinguir spots. quente O mesmo procedimento é usado para calcular madeira ou carvăo Carvăo de MC. é pesada e secou em um recipiente, e peso de tara é subtraído.
Se possível, deveriam ser testados fornos em uma laje de cimento para reduzir + efeito prejudicial de umidade de chăo.
APĘNDICE DE III
CARVĂO FORNO TESTE DADOS FOLHA
DATA: KILN TIPO: OPERATOR(S): MODIFICAÇŐES DE : TESTE NUMBER: PESSOA HORAS PRECISADAS:
UMIDADE CONTEÚDO (MC) AMOSTRAS
IDENT. DIAM. WEIGHT OVEN-DRY FRESCO WEIGHT MC (FW) (DW) (BASE VERDE)
COMMENTS NA QUEIMADURA (TEMPOS, AJUSTES, TEMPERATURAS, PROBLEMAS, ETC.)
PESOS DE
MATERIAL CRU COMERCIÁVEL UNCARBONIZED CARVĂO (RM) CARVĂO DE (AC) BRANDS (UC) FINES (CF) APPENDIX IV
ESPÉCIES DE DE MADEIRA GERALMENTE USADA EM PRODUÇĂO DE CARVĂO
Umidade Verde Conteúdo de (por cento Name Botanical Name local base verde)
Cusha francęs juliflora de Prosopsis 39 Campeche campechianum de Haematoxylon 45 Gafanhoto courbaril de Hymenaea 38 Cusha Acácia spp. (principalmente tortuosa) 32 Madeira vermelha diversifolia de Cocolobis -- Păo -- Queijo de and unguis de Pithecellobium - cate -- Tamarind selvagem leucocephala de Leucaena 39 FIDDLEWOOD FRUCTICOSUM DE CETHAREXYLUM -- Birch branco a Eugęnia spp. -- Birch preto citrifolia de Myrcia -- Oak espanhol laurina de Inga -- Serpenteie wood monosperma de Ormosia -- Beech branco martinicensis de Symplocos-- Beech preto sideroxyloides de Ilex-- MANJACK SULCATA DE CORDIA -- Canela racemosa de Pimenta --
Chuva sepium de Gliricidia 44 Tamarindo indica de Tamarindus 40 CASUARINA EQUISETIFOLIA DE CASUARINA 40 NEEM INDICA DE AZADIRACHTA 44 SESBANIA (GRANDI) GRANDIFLORA DE SESBANIA 61
BIBLIOGRAFIA DE
Agarwal, Bina. O Problema de Woodfuel e a Difusăo de Rural Inovaçőes de . Report por Universidade de Sussex Cięncia Política Research Unidade Para REINO UNIDO Produtos Tropicais Instituem, 1980, 186, PP DE .
Baldwin, Henry I. O Carvăo de New Hampshire o Kiln. New Hampshire Silvicultura Recreaçăo Comissăo, 1958, 84pp. Illus.
Bulai, S., e Richolson, Fabricaçăo de J.M. e Uso de um Tongan Carvăo Forno. Departamento de de Silvicultura, Fiji. 10 pp. Illus.
Conde, D.E. Carvăo - Um Andre Mayer Companheirismo Relatório. Roma: Comida de e Organizaçăo de Agricultura, 1974, 98 pp. Illus.
Conde, D.E., e Conde, Carvăo de A. que Traz Empreendimentos Em pequena escala,: Um Treinamento Ilustrado Manual. Geneva: International Labour Escritório, 1975, 26 pp. Illus.
Comida e Organization. " Agrícola Tecnologias Simples para Carvăo Fabricaçăo " de . Rome: FAO Papel 41, 1983, 154 pp. Illus.
Governo de Montserrat. Dados Preliminares da 1980 Comunidade Censo de Populaçăo caribenho, Separe eu: Casa de e Housing Informaçăo, 1980, 26 pp.
Instituto Tecnologico De Costa Rica. Como Hacer Carbono Vegetal UN DE USANDO ESTANON. SERIE INFORMATIVA TECNOLOGIA APROPIADA Năo. 5. 9 pp. Illus.
Jamaica Pesquisa Científica Council. Make Carvăo o Modo Fácil. 22 PP. Illus.
LEJEUNE, J.M. O Desenvolvimento de Energia de Floresta Resources: Gana. FAO GHA/74/013 Campo Documento Nenhum. 32, 1983, 48 pp. Illus.
Pequeno, E.C.S. " Míni-CUSAB Forno para Correnteza Em pequena escala Fabrique de Carvăo de Arbusto, Coco o Wood, e Coco Descasca," Tecnologia Apropriada Vol. 5 năo. 1, 1978 de maio, pp. 12-14.
Paddon, A.R., e Harker, A.P. A Produçăo de Carvăo em um Forno de Metal Portátil. Londres: Instituto de Produtos Tropical Report G119, 1979, 29 pp. Illus.
Richolson, J.M., e Alston, A.S. Separe Produçăo de I: Com Simples Steel Fornos de Tambor. Departamento de de Silvicultura, Fiji. 24 pp. ILLUS.
Roos, Werner, e Roos, Ursula. Survey de Sistemas de Forno Simples, e Recomendaçőes para a Seleçăo de Kilns. German Apropriado Tecnologia Troca Relatório, 1979, 49 pp. Illus.
USDA Forest Serviço. Charcoal Produçăo Comercializando, e Uso. Forest Relatório de Laboratório de Produtos Nenhum. 2213, 1961, 137 pp. ILLUS.
Voluntários em Ajuda Técnica (VITA) . Making Charcoal: O Retort Método. Arlington, Virginia: Volunteers em Técnico Ajuda de (VITA), 1981, 29 pp. Illus.
WARTLUFT, J.L. Carvăo " prevendo e Woodfuel Demands e o Level de Operaçăo de Forno e Área medida em acres de Floresta Natural Precisou Satisfy Demanda ". Memorando para CDB, VITA, e GOM, 1983.
SOBRE VITA
Voluntários em Ajuda Técnica (VITA) é um privado, non-lucro, desenvolvimento internacional que organization. VITA faz disponível aos indivíduos e grupos em países em desenvolvimento um variedade de informaçőes e recursos técnicos apontou a nutrir suficięncia de ego--precisa de avaliaçăo e desenvolvimento de programa apoio; por-correio e em-local serviços consultores; sistemas de informaçăo que treinam; e administraçăo da longo prazo campo projects. VITA promove a aplicaçăo de simples, tecnologias baratas para resolver problemas e criar oportunidades em países em desenvolvimento.
VITA coloca ęnfase especial nas áreas de agricultura e comida processando, aplicaçőes de energia renováveis, provisăo de água, e serviço de saúde pública, alojamento e construçăo, e pequena empresa desenvolvimento. As atividades de VITA săo facilitadas pelo ativo envolvimento de VITA peritos técnicos Voluntários de ao redor + mundo e por seu centro de documentaçăo contendo especializado material técnico de interesse para pessoas desenvolvendo países.